石墨軸承是隨著機(jī)械設(shè)備的性能要求是什么,?
石墨軸承規(guī)劃種類有圓柱形、圓柱代凸緣形、圓形,、特別結(jié)構(gòu),但從石墨軸承的強(qiáng)度考慮,,炭軸承的厚度必須比金屬軸承大,,厚度以內(nèi)徑的1/5-1/7為適宜,最小限度為3mm以上,,軸承的長度是內(nèi)徑的2倍以上,。軸承運(yùn)轉(zhuǎn)時(shí)溫度將會(huì)升高,運(yùn)轉(zhuǎn)空隙,,可根據(jù)軸和軸承的熱膨脹來決議,,一般是軸徑0.3%左右。
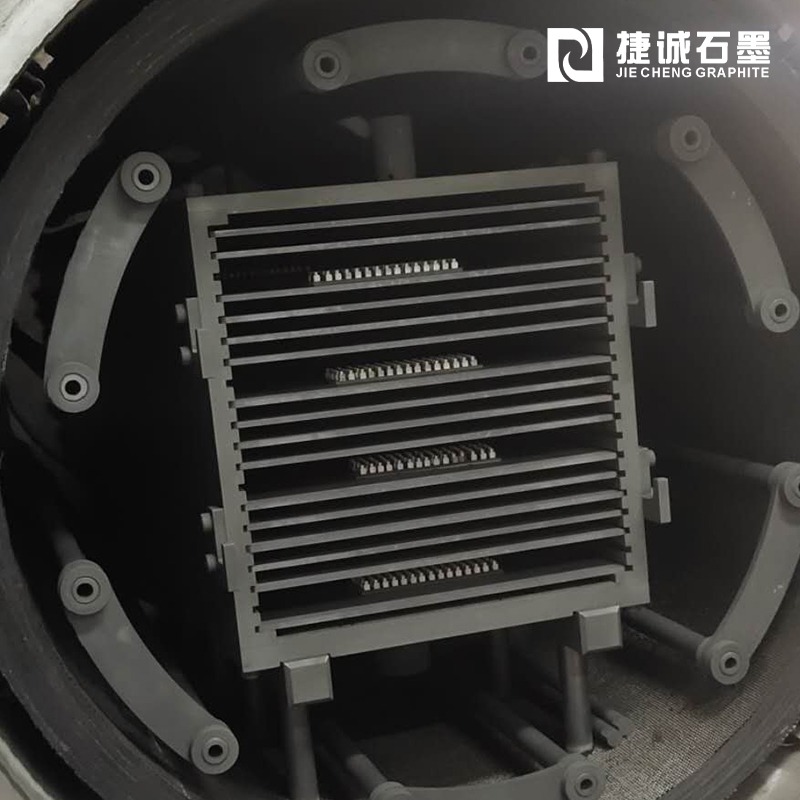
炭石墨軸承的制作工藝與其他炭制品大致相同,,根本工藝過程包含:質(zhì)料的選擇,、質(zhì)料的預(yù)處理、質(zhì)料的破碎,、篩分分級(jí),、顆粒狀與粉狀材料的配料、粘結(jié)劑的選擇,、混勻,、混捏、輥壓,、磨粉壓制成型,、焙燒、人工石墨制品還須石墨化處理,,浸漬,、機(jī)械加工等,,部分石墨軸承為了添加機(jī)械強(qiáng)度和抗沖擊性,還需金屬(如銻,、銅,、鉛等)浸漬,終究到達(dá)所要求的技能功能,,再進(jìn)行機(jī)械加工成所要求的幾許尺度,。
青銅石墨含油軸承的出產(chǎn)用粉末冶金辦法,新型青銅石墨含油軸承為了添加軸承的載荷,,加入了鐵粉,。
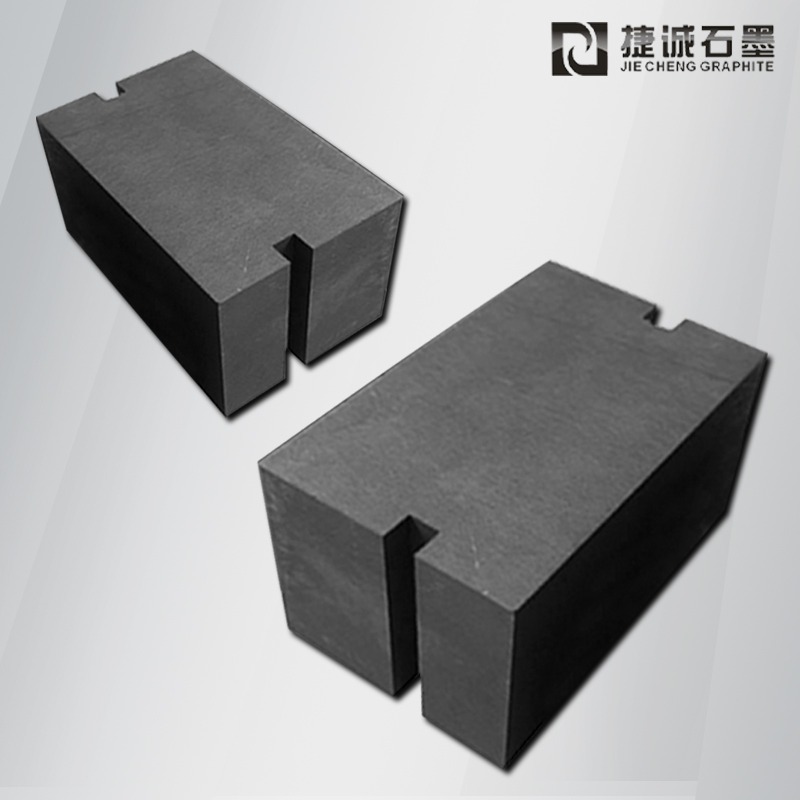
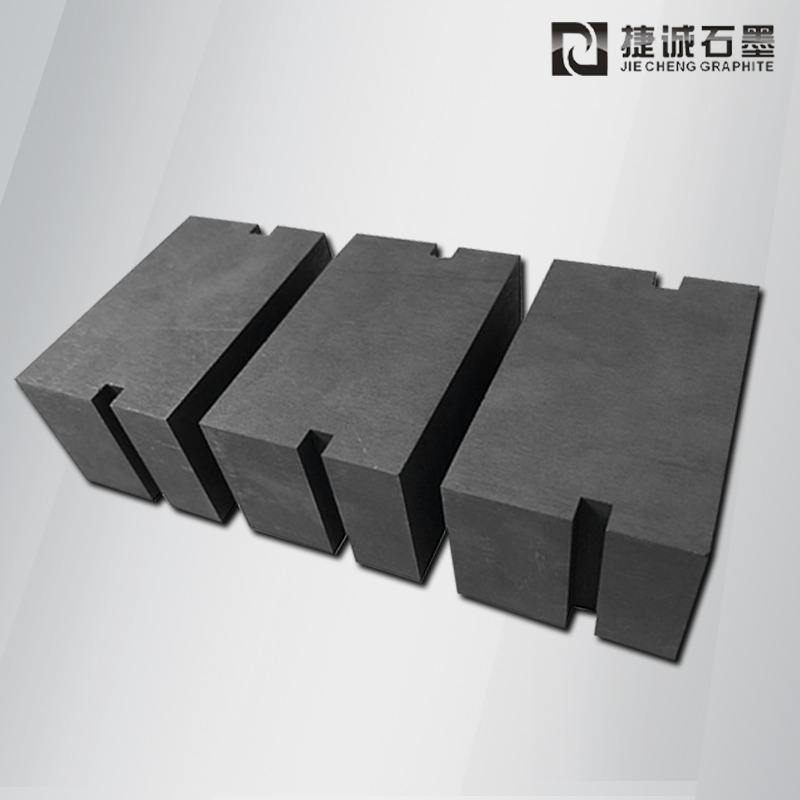
鑲嵌石墨軸承有兩種制作辦法
一是澆鑄法,將已加工好幾許尺度的石墨滑塊按規(guī)劃散布在澆鑄模中后,,用熔融金屬液澆鑄而成,,后經(jīng)機(jī)械加工到達(dá)所需尺度。
二是在金屬基材上,,依照必定的排列方法,,先加工一些孔洞,然后將以石墨,、MoS2及粘結(jié)劑按必定比率均勻混合制成潤滑劑,,固化在孔洞中,經(jīng)加工后到達(dá)所要求尺度,,鑲嵌石墨軸承的抗壓強(qiáng)度,、熱膨脹系數(shù),一般取決于金屬材質(zhì),。


最新文章推薦