石墨密封環(huán)的加工工藝特點
石墨密封環(huán)的加工工藝特點
具體方法是:將過濾后的微粉和煤油嵌入研磨板后,,用拋光膏拋掉板面上粗大的微粉顆粒,,使板面突出的微粉顆粒變平,具有相同的高度,。然后將零件直接放在這樣的平板上進行磨削,,使平板對B面進行均勻的微層擠壓切割,。3加工步驟:零件原地完成車削,銳邊部分收攏,。打磨工藝步驟如下:1)布置加工場地,,清潔環(huán)境。徹底清潔研磨板和零件,。這一步對于確保加工成功非常重要,。2)粗磨平板。選擇三塊300mm×300mm無槽鑄鐵板,,最好是低合金高磷鑄鐵板,。由于這種板材的金相組織為片狀石墨和片狀珠光體,工件更容易獲得較高的形位精度和表面粗糙度。用W20微粉和煤油研磨平板,。為便于描述,,三塊板分別編號為1、2,、3,,用分數(shù)表示對比方法,分子為上盤,,分母為下盤,。按照1/2→1/3→2/1→3/1→3/1→3/2的順序學習,循環(huán)如下:3)整理板材,。W7微粉仍按上述順序用于研磨,。打磨后用200mm一級刀片水平尺檢查,應不透明或均勻壓痕,;也可用80mm光學平晶檢查,,光波干涉帶應不超過一條,均勻微凸,。
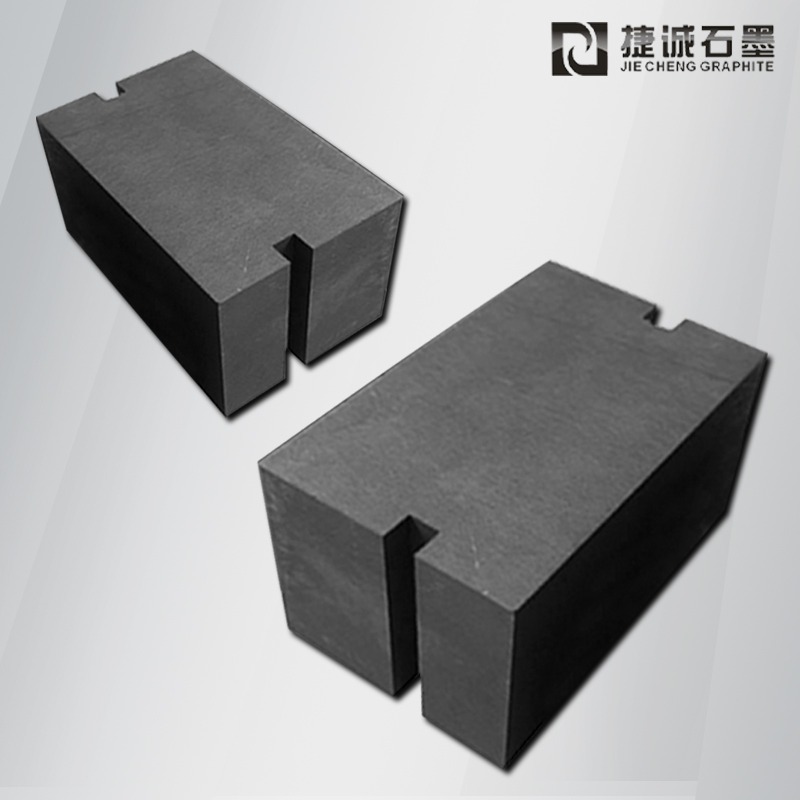
概述我公司生產(chǎn)的幾種航空油泵都有石墨M106H的石墨密封圈零件,,其典型零件如圖1所示。這部分是端面密封方式,,B面是密封面,,精度要求高。加工B面時,,精密車削達不到要求,,而且這種石墨是脆性材料,還含有環(huán)氧樹脂,,不能磨削,。經(jīng)過分析,決定采用磨削,。在沒有參考資料的情況下,,我們對此類石墨零件進行了磨削工藝試驗,最終獲得了理想的工藝方法,,滿足了零件的要求,。
圖1工藝分析零件密封圈
工藝路線示意圖:粗車→銑兩道槽→精車→磨B面。從以上工藝路線可以看出,,磨削B面時應保證表面粗糙度Ra0.1 m,,平行度0.01mm,平面度0.0006mm,。常規(guī)干磨后,,表面粗糙度和平整度兩個要素全部不合格,平面度實測值是要求值的4 ~ 7倍,,即0.0024 ~ 0.0042 mm,,接下來從材料特性來看,M106H是浸漬石墨,,肖氏硬度60,,抗壓強度117.6MPa,抗彎強度49MPa,。經(jīng)過工藝試驗,,采用微層擠壓原理。
需要注意的是,,經(jīng)過粗磨和精磨后,,平板的孔隙中已經(jīng)嵌入了大量的微粉,這些微粉足以切割石墨,,因此不需要進行壓砂工藝,。4)拋光平板。在打磨好的平板上鋪四層絲布,,用煤油將絲布澆透,,然后用W7氧化鉻拋光膏將絲布上另外兩塊打磨好的平板拋光。拋光的作用是將平板上的微粉粗顆粒拋掉,,使嵌在平板中的微粉分布高度均勻,。同時,改善平板的表面粗糙度,,使其小于Ra0.1 m..這個過程是這個過程的關鍵,。5)在兩塊磨光的平板上滴1 ~ 3滴煤油和儀表油,用棉花將油均勻地涂抹在平板上,,3分鐘后擦拭平板表面的油層,。這樣煤油和滲入平板孔隙的微粉混合均勻,形成加工石墨的微層切削液,。6)將零件放在平板上做圓周螺旋運動,,微層擠壓切削研磨B面,雙手用力平穩(wěn)一致,。注意經(jīng)常清洗平板,,及時清除雜物和污垢。7)零件研磨后,,用干凈的綢布或脫脂棉輕輕擦拭研磨碎屑,。注意不要用油清洗。試驗后發(fā)現(xiàn),,浸油后零件表面粗糙度變差,。技術效果經(jīng)上述工藝加工后,零件平面度0.0006mm,Ra0.1 m等要求由試驗q保證,,截至目前,,這些油泵的石墨密封環(huán)已加工20多批,完全滿足圖紙要求,,工藝效果穩(wěn)定,。


最新文章推薦