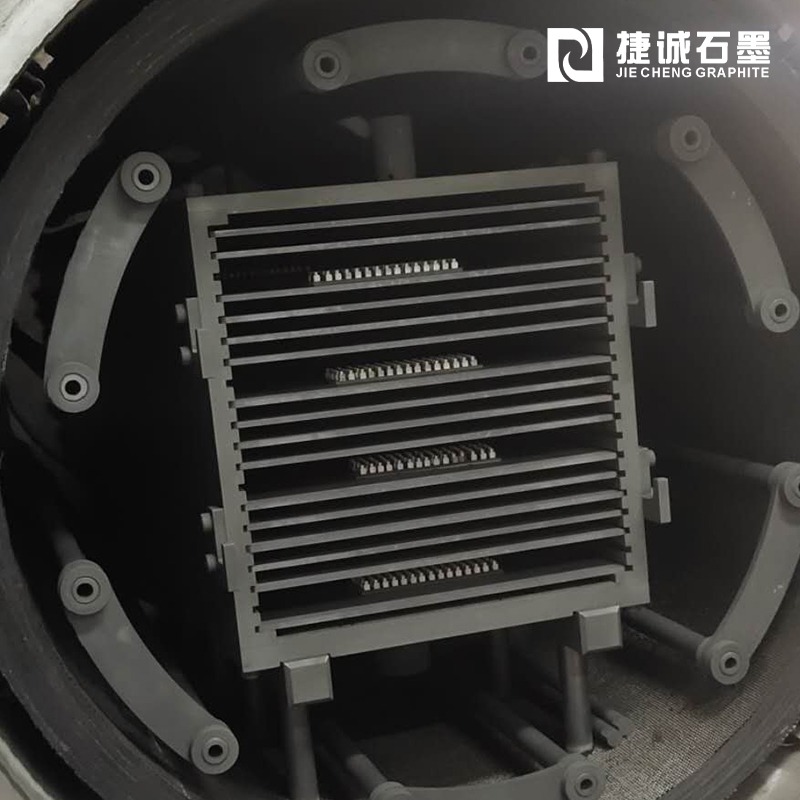
電子燒結(jié)石墨模具首要零件的加工流程
石墨模具特性
機(jī)械工業(yè)中運(yùn)用石墨材料作為加壓鑄造,、離心鑄造、超硬合金的熱擠壓等加工的模具,,大到火車車輪,,小到精細(xì)零部件都能夠運(yùn)用石墨模具。石墨模具能夠?qū)掖沃貜?fù)運(yùn)用,,脫模后的鑄件具有較高的光潔度,,有的無需進(jìn)一步加工即可運(yùn)用,。
一,、電子燒結(jié)石墨模具首要零件的加工流程
沖裁,、鍛造、退火,、機(jī)械加工,、磨削、退磁,、加工,、磨削、拋光,。
二,、電子燒結(jié)石墨模具加工首要零件的工藝
1、磨削:工件的外表磨削和內(nèi)外磨削必須用高速旋轉(zhuǎn)砂輪完結(jié),。
2,、線切開:
在粉末冶金電子燒結(jié)石墨模具加工中,數(shù)控線切開機(jī)首要用于加工負(fù)模的型腔和模具內(nèi)孔,,或心軸的外外表和模具的沖壓,。通過熱處理后,能夠加工出鋼和硬質(zhì)合金,。加工后外表粗糙度為Ra0.02,,加工精度一般為0.002。
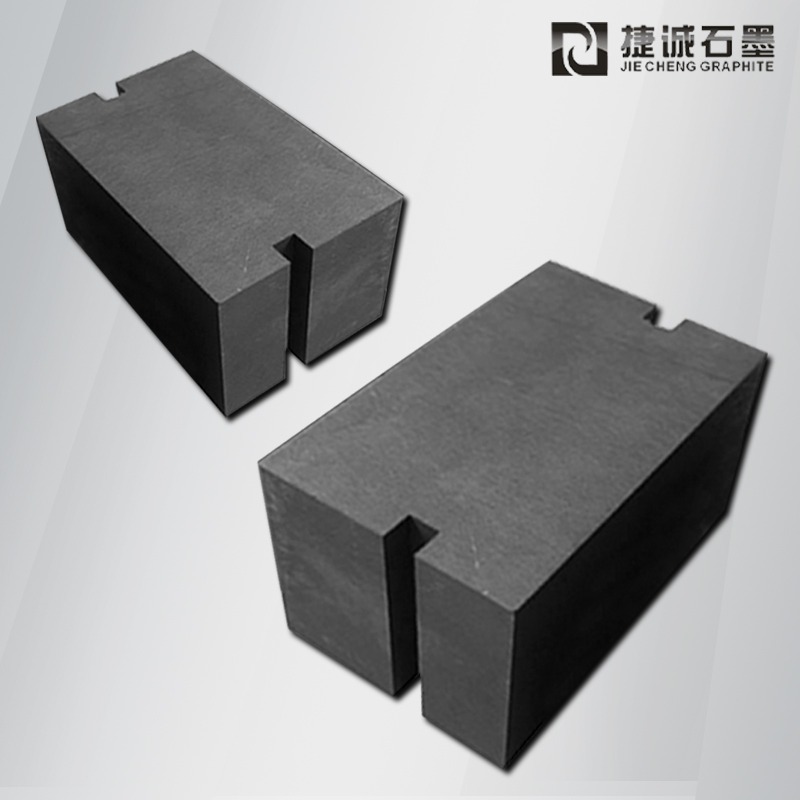
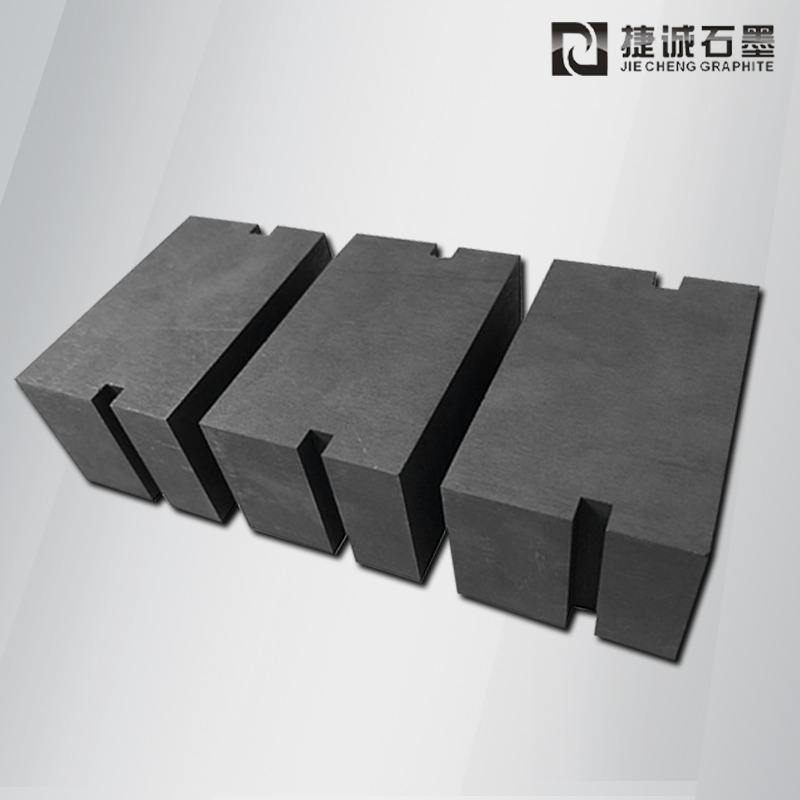
電子燒結(jié)石墨模具
作業(yè)原理:線切開是使用線切開電極,、計(jì)算技能和電火花加工技能完成各種雜亂形狀的模具加工,。線切開選用極細(xì)的絲(直徑為0.05-0.3)作為作業(yè)電極。導(dǎo)線安裝在高速旋轉(zhuǎn)的絲綢容器上,,并以大約10米/秒的線性速度來回移動穿過絲綢架,。該導(dǎo)線與高頻電源的負(fù)極銜接。切開工件與正電極銜接,,火油或乳化液用作作業(yè)介質(zhì),。當(dāng)電極觸摸金屬時(shí),腐蝕發(fā)生,。假如電極沿規(guī)定方向移動,,并且移動速度與工件之間的金屬線的腐蝕速率(即,沒有短路到0)相適應(yīng),,則能夠完成切開意圖,。
3、電火花加工:首要用于電子燒結(jié)石墨模具異型腔孔的加工,特別是沿軸線階梯狀異型腔孔的電火花線切開加工不能,,只能用電火花線切開加工,,還能夠加工心軸和上下模沖孔端腔。
加工原理:金屬電火花加工的原理是基于工件與電極之間脈沖放電時(shí)的電腐蝕現(xiàn)象,。加工好的負(fù)極模具與電源的正極銜接,加工好的電極與電源的負(fù)極銜接,。電氣化后,,電容器充電。當(dāng)南北極逐漸靠近必定間隔時(shí),,南北極之間的介質(zhì)(礦物油)被碰擊,。通過電容器,儲存在電容器中的能量在十分短的時(shí)間內(nèi)開釋,,導(dǎo)致在火花通道中瞬時(shí)發(fā)生大量的熱能,,使得工件外表上的金屬遭到部分熔化和氣化的腐蝕,公園不斷發(fā)生,,金屬不斷被侵蝕,。一般來說,作為正極的金屬的腐蝕速度比負(fù)極快,,所以負(fù)極模具被不斷腐蝕,,其腔體最終變得與電極的形狀類似。
更多有關(guān)電子燒結(jié)石墨模具知識及產(chǎn)品可咨詢東莞市捷誠石墨制品有限公司 13922516726 (微信同號)


最新文章推薦