電子燒結(jié)石墨模具類型常見的制作
電子燒結(jié)石墨模具類型常見的制作3D熱彎玻璃的電子燒結(jié)石墨模具有兩模,、 三模,、多模,、多模帶玻璃珠設(shè)計(jì),。一般單弧形的曲面玻璃采用兩?;蛉TO(shè)計(jì)居多,,雙弧形或更復(fù)雜曲面玻璃采用多?;蚨嗄РAе榈脑O(shè)計(jì)居多,。
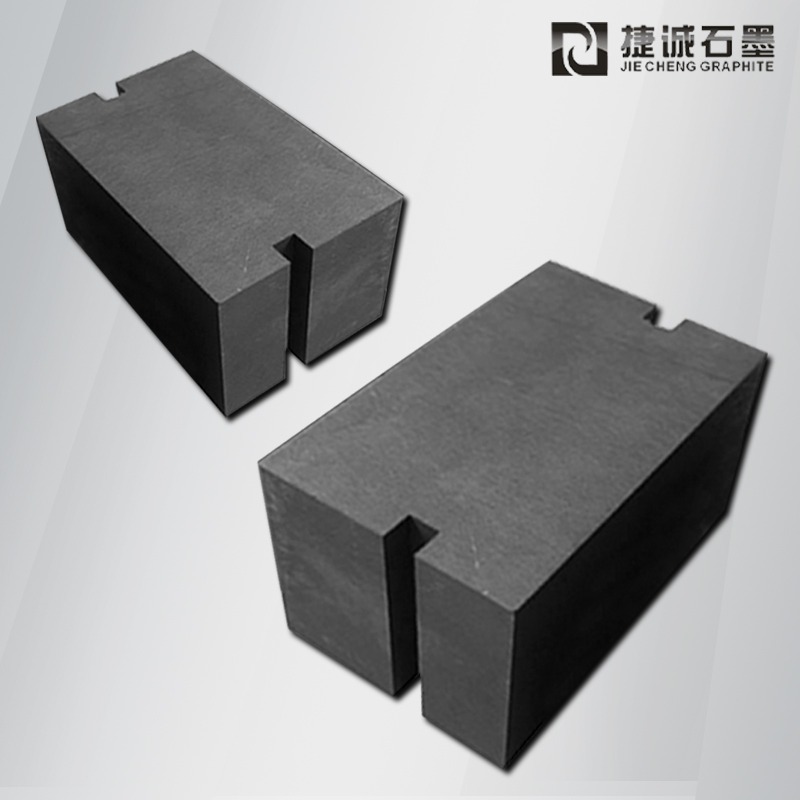
圖3(a)是兩模設(shè)計(jì)的一個(gè)示范例,,電子燒結(jié)石墨模具主要分為上模,、下模兩部分,一般需要在上,、下模的邊沿增加臺(tái)階設(shè)計(jì),,用于定位,個(gè)別設(shè)計(jì)方案另加定位銷,。這種設(shè)計(jì)加工裝片簡(jiǎn)單,,節(jié)約石墨用料,但成型腔室較為敞開,,對(duì)模具壽命,、成型腔室外來(lái)顆粒控制,、精確定位有不利影響,。適用于簡(jiǎn)單的單弧 形曲面玻璃的熱彎成型。
圖3(b)是三模設(shè)計(jì)的一個(gè)示范例,,電子燒結(jié)石墨模具主要分為上模,、中框、下模3部分,,一般需要在三者間設(shè)計(jì)臺(tái)階或銷子定位,。相較兩模的設(shè)計(jì)石墨用材略多,加工工時(shí)略長(zhǎng),,不易碰片(玻璃片),、滑片,不易碰壞模具成型面,,模具壽命,、成型腔室外來(lái)顆粒控制,、精確定位較好,。一般用于單弧形曲面玻璃的 熱彎成型。
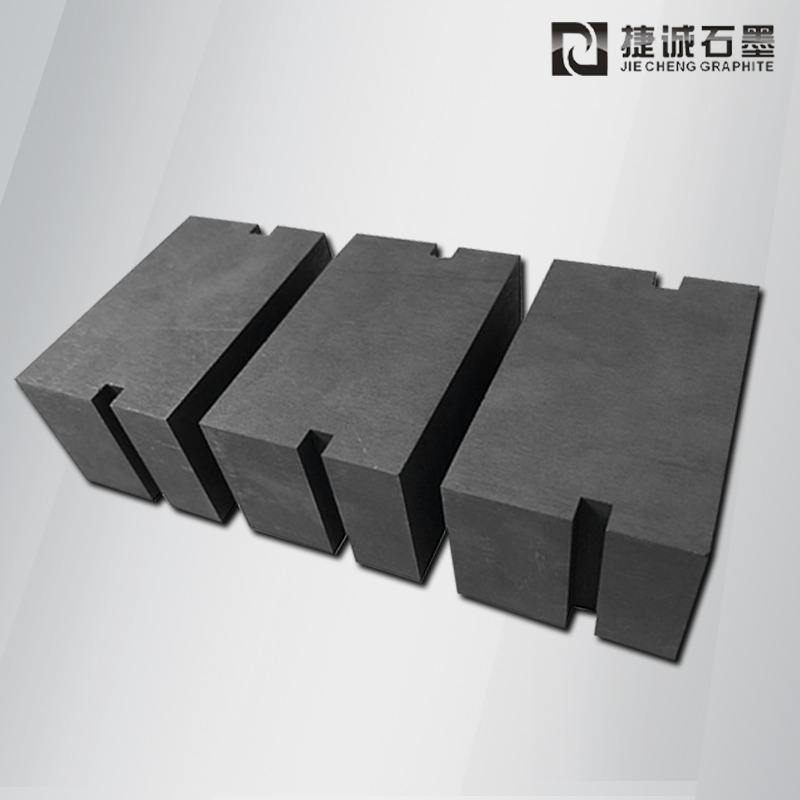
圖3(c)是多模設(shè)計(jì)的一個(gè)示范例,電子燒結(jié)石墨模具比較復(fù)雜,,主要部件一般包含下模,、中框、上模,、定位銷,、特殊成型壓片、特殊輔助定位塊等,。相較兩模和三模設(shè)計(jì)石墨用料更多,,加工工時(shí)更長(zhǎng),裝拆模具更繁瑣,,主要是對(duì)應(yīng)一些較復(fù)雜或高要求單弧形或雙弧形曲面玻璃的熱彎,,一般對(duì)簡(jiǎn)單模具難以解 決的熱彎缺陷有所改善。
圖3(d)是多模帶玻璃珠設(shè)計(jì)的一個(gè)示范例,,電子燒結(jié)石墨模具比較復(fù)雜,,主要部件一般包含下模、中框,、上模,、定位銷、玻璃珠,、特殊輔助定位塊等,。與多模設(shè)計(jì)的最大區(qū)別是在下模位置添加了玻璃珠的放置孔位,每次熱彎前裝片時(shí)需放入適當(dāng)數(shù)量適當(dāng)大小的玻璃珠 (手機(jī)玻璃熱彎一般放入4~12顆直徑9mm左右的玻璃珠),,熱彎后需取出已變形的玻璃珠,。一般相較多模設(shè)計(jì)而言熱彎成本更高,主要對(duì)應(yīng)雙弧形及其他復(fù)雜的曲面玻璃的熱彎,。
3 設(shè)計(jì)方法3.1 背面淺槽設(shè)計(jì)
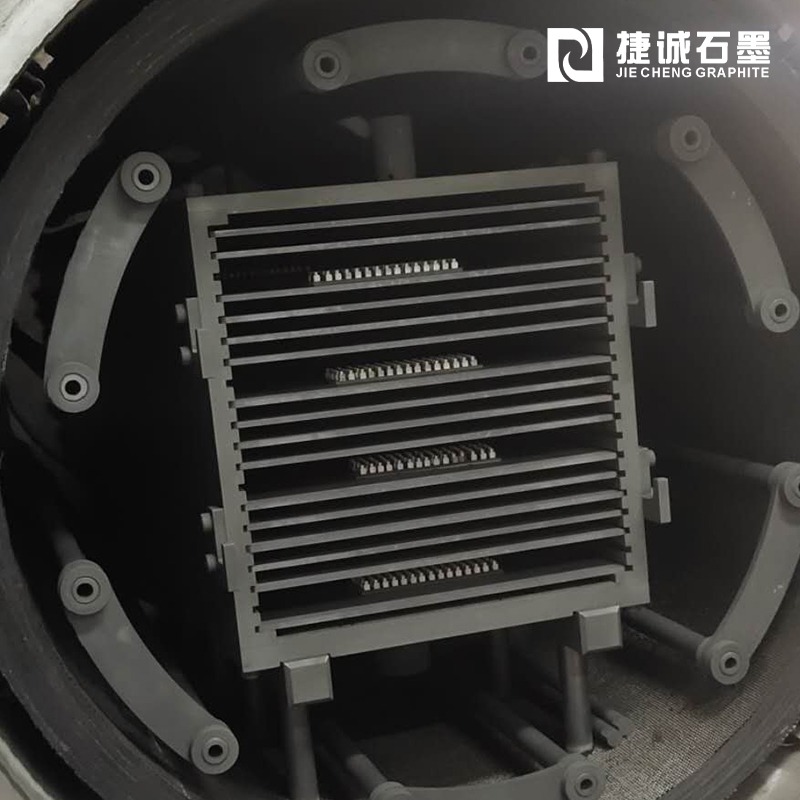
在電子燒結(jié)石墨模具背面(非成型面)開適當(dāng)數(shù)量的淺槽可以有效減小整體的低氣壓面積,,避免吸附作用。現(xiàn)階段市場(chǎng)上的熱彎設(shè)備多是采用耐熱合金板(如圖4中的1和4)接觸電子燒結(jié)石墨模具的背面(如圖4中的2和3),,對(duì)電子燒結(jié)石墨模具進(jìn)行加熱,、加壓、冷卻處理,。為了盡量控制好加熱,、加壓均勻性、加熱速度,,合金板與電子燒結(jié)石墨模具的接觸面需精確控制平面度,,一般需控制到0.05mm以下。出于同樣的原因,,電子燒結(jié)石墨模具的背面亦需做相同的管控,。所以一般在工藝過程中模具與合金板的接觸面貼合非常好,,經(jīng)過前幾個(gè)預(yù)熱、加熱,、加壓處理需退火冷卻至常溫,,在較快的冷卻速度下2個(gè)貼合大面易形成較多的局部低氣壓 面而產(chǎn)生吸附效果,影響模具的正常工藝流轉(zhuǎn),。
更多有關(guān)電子燒結(jié)石墨模具知識(shí)及產(chǎn)品可咨詢東莞市捷誠(chéng)石墨制品有限公司 13922516726 (微信同號(hào))


最新文章推薦