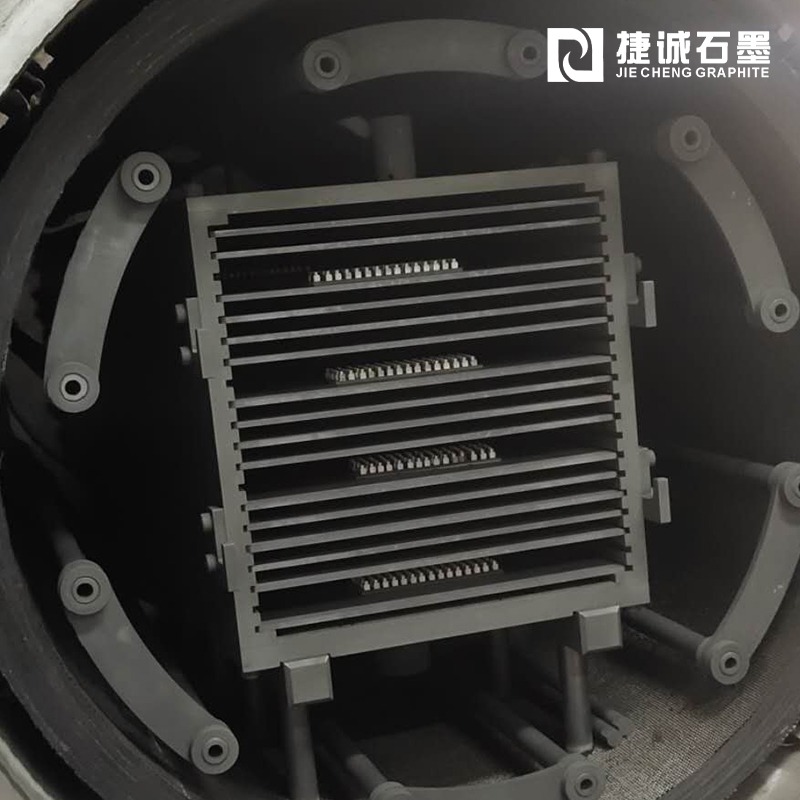
簡述鋁型材擠壓石墨模具制模技術(shù)
鋁材擠壓工石墨模具的打造也是決議其質(zhì)量和運(yùn)用壽數(shù)的要害要素之一,。因?yàn)殇X擠壓工石墨楦子存正在一系列特性,,因而對于鋁材石墨楦子制模技能提出了一些特別請求:
(1)因?yàn)殇X合金擠壓工石墨楦子的任務(wù)環(huán)境非常頑劣,,正在擠壓進(jìn)程中需求禁受低溫,、低壓、高沖突的作用,,因而,,請求運(yùn)用高強(qiáng)耐熱合金鋼,而該署鋼材的冶煉,、冶煉,、鍛造,、熱解決、電加工,、機(jī)器加工和名義解決等工藝進(jìn)程都無比簡單,,這給石墨楦子加工帶來了一系列的艱難。
(2)為了進(jìn)步工石墨模具的運(yùn)用壽數(shù)和保障貨物的名義質(zhì)量,,請求模腔任務(wù)帶的毛糙度到達(dá)0.8-0.4μm,,模型立體的毛糙度到達(dá)1.6μm以次,因而,,正在制模時(shí)需求采取特別的拋光工藝和拋光設(shè)施,。
(3)因?yàn)閿D壓貨物向高、精,、尖位置停滯,,部分型材和管材的壁厚請求降到0.5mm內(nèi)外,其擠壓抑品差役請求到達(dá)±0.05mm,,為了擠壓這種超高精密度的貨物,,請求石墨楦子的打造精密度到達(dá)0.01mm,采崩保守的工藝足基本無奈打造進(jìn)去的,,因而,,請求復(fù)舊工藝和采納新式公用設(shè)施。
(4)鋁材斷面非常簡單,,尤其是超商精密度的薄壁中空鋁材和多孔中空壁板鋁材,,請求采納特別的擠壓石墨楦子構(gòu)造,常常正在一塊模型上同聲設(shè)立有多個異形孔腔,,各截面的薄厚變遷急劇,有關(guān)分寸簡單,,圓弧角落很多,,這給石墨楦子的加工和熱解決帶來了很多費(fèi)事。
(5)鋁材擠壓貨物的種類單一,,批量小,,換模位數(shù)屢次,請求石墨楦子的順應(yīng)性強(qiáng),,因而,,請求進(jìn)步制模的消費(fèi)頻率,過分延長制模周期,,能很快變卦制模順序,,能精確正確地按圖紙加工出象樣的模了,把修模的任務(wù)量縮小到最低水平,。
(6)因?yàn)殇X合金擠壓貨物使用范疇日趨寬泛,,規(guī)格范疇非常廣大,,因而,有輕至數(shù)千克的形狀分寸為100mm×25mm的小模型,,也有重達(dá)2000kg之上的形狀分寸為1800mm×450mm的大模型,。有輕最多少千克的形狀分寸為65mmx800mm的中型擠壓軸,也有重達(dá)100t之上形狀分寸為2500mmx2600mm的重型擠壓筒,。工石墨楦子的規(guī)格和質(zhì)量上的碩大差別,,請求采納徹底沒有同的打造辦法和順序,采納徹底沒有同的加工設(shè)施,。
(7)擠壓工石墨模具的品種單一,,構(gòu)造簡單,拆卸精密度請求很高,,除非請求采取特別的加工辦法和采納特別的設(shè)施以外,,尚需采納特別的工裝夾具和機(jī)床以及特別的熱解決辦法。
(8)為了進(jìn)步工石墨模具的質(zhì)量和運(yùn)用壽數(shù),,除非取舍正當(dāng)?shù)馁Y料和停止優(yōu)化設(shè)想以外,,尚需采納最佳的熱解決工藝和名義強(qiáng)化解決工藝,以失掉適中的石墨楦子角度和高的名義質(zhì)量,,這關(guān)于外形尤其簡單的難擠壓抑品和特別構(gòu)造的石墨模具來說顯示尤其主要,。
由此可見,擠壓石墨模具的加工工藝小同于正常的機(jī)器打造工藝,,而是一門難度很大觸及面很廣的特別技能,。為了打造出高品質(zhì)和高壽數(shù)的石墨楦子,除非要取舍和制備優(yōu)良的石墨楦子資料外,,尚需求制訂正當(dāng)?shù)睦浼庸すに?、電加工工藝、熱解決工藝和名義解決工藝,。


最新文章推薦