比較銅電極與石墨電極在模具放電加工中哪個更好,?
銅作為電極資料在模具工廠的電火花加工中被廣泛運用,。很多人認為只要在制作大型電極且模具加工要求不高或粗加工時,石墨資料才會成為備選考慮,。
當(dāng)今,,在制作技能搶先的歐洲,模具企業(yè)超過90%的電極資料采用石墨,。但在我國,,當(dāng)時大多數(shù)模具企業(yè)仍是選用銅作為首要的電極資料。依據(jù)石墨資料的特性,,以下全面 分析其電火花加工的優(yōu)勢與不足,。
1.石墨資料的電火花加工特性
(1)放電加工速度
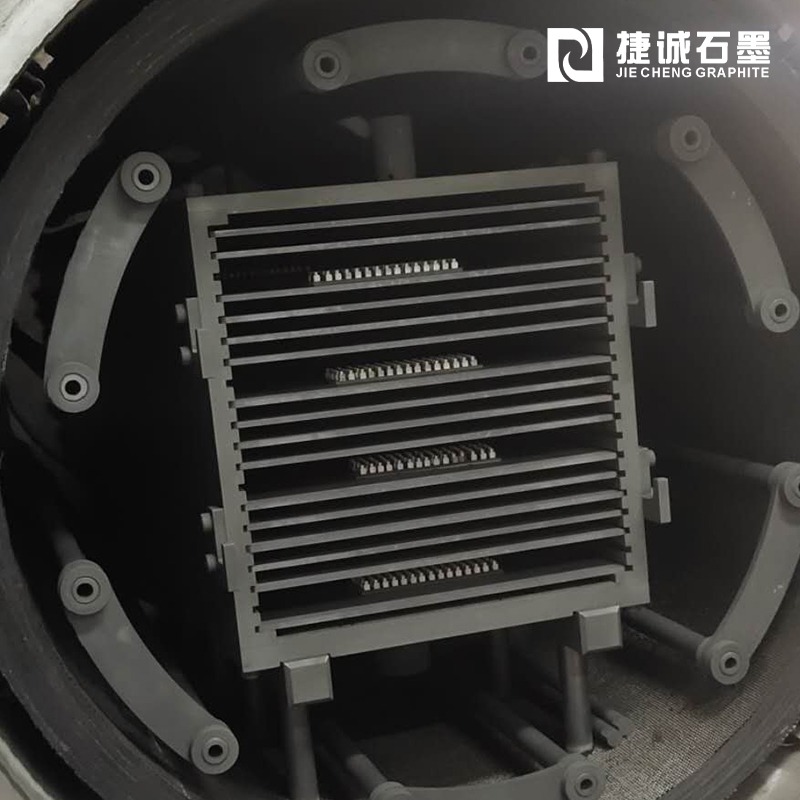
石墨是一種非金屬資料,熔點極高,,能接受更大的電流設(shè)定條件,。當(dāng)放電面積與電極尺寸縮放量越大時,石墨資料高效率粗加工的優(yōu)越性越明顯,。石墨的導(dǎo)熱系數(shù)是銅的1/3,,其放電進程中產(chǎn)生的熱能可更有效地用于去除金屬資料,因此在中,、精加工中,,其加工效率也比銅電極要高。依據(jù)加工經(jīng)歷,,在正確的運用條件下,,石墨電極的放電加工速度要比銅電極整體快1.5~2倍。
(2)電極損耗
石墨電極具有能接受大電流條件的特性,,別的,,在適宜的粗加工設(shè)定條件下,含碳元素的鋼工件在加工時產(chǎn)生的蝕除物和工作液在高溫下產(chǎn)生的分化物中的碳顆粒,,在極性效應(yīng)的作用下,,部分蝕除物、碳顆粒會粘附在電極外表形成一層保護層,,保證了石墨電極在粗加工中的損耗極小,,乃至是“零損耗”。電火花加工中首要的電極損耗量來自于粗加工,,精加工設(shè)定條件雖然損耗率較高,,但因零件預(yù)留加工余量不多即加工蝕除量較少,其整體損耗量也較少,。整體而言,,石墨電極在大電流的粗加工中損耗會少于銅電極,在精加工中損耗可能會稍大于銅電極,,二者的電極損耗情況相當(dāng),。
(3)外表質(zhì)量
石墨資料的顆粒直徑直接影響電火花加工的外表粗糙度,,直徑越小可取得更低的外表粗糙度值。幾年前運用顆粒直徑φ5 μm的石墨資料,,電火花加工的最佳外表只能到達VDI18(Ra0.8 μm),,現(xiàn)今石墨資料的顆粒直徑已能到達φ3 μm以內(nèi),電火花加工的最佳外表可安穩(wěn)到達VDI12(Ra0.4 μm)或者更精密的等級,。
銅資料的電阻率較低,,安排結(jié)構(gòu)致密,電火花精加工易取得安穩(wěn)的加工狀態(tài),,在較困難的條件下也能安穩(wěn)加工,,外表粗糙度可小于Ra0.1 μm,能進行鏡面電火花加工,。由此可見,,假如放電加工追求極端精密的外表,運用銅資料做電極愈加適宜,,這是銅電極較石墨電極的首要優(yōu)勢,。但銅電極在大電流設(shè)定條件下,電極外表簡單變得粗糙不勝,,乃至出現(xiàn)裂紋,,而石墨資料則沒有這方面的問題,對于外表粗糙度要求為VDI26(Ra2.0 μm)左右的型腔加工,,運用1個石墨電極即可完成從粗到精的加工進程,,完成均勻一致的紋面作用,外表不會有缺點,。別的,,因為石墨與銅材安排結(jié)構(gòu)的不同,石墨電極外表放電的腐蝕點比銅電極要規(guī)則,,因此在加工VDI20及以上相同外表粗糙度時,,運用石墨電極加工的工件外表顆粒度愈加清楚,這種紋面作用要優(yōu)于銅電極的放電外表作用,。
(4)加工精度
石墨資料的熱膨脹系數(shù)小,,銅資料的熱膨脹系數(shù)是石墨資料的4倍,因此在放電加工中石墨電極比較銅電極不易產(chǎn)生變形,,可取得更安穩(wěn)牢靠的加工精度,。尤其是在加工深窄筋位部分時,部分高溫簡單使銅電極產(chǎn)生曲折變形,,而石墨電極不會這樣;對于深徑比大的銅電極,,在加工設(shè)守時還需求補償必定的熱膨脹值來批改尺寸,,而石墨電極不需求,。
(5)電極分量
石墨資料較銅的密度要小,相同體積的石墨電極分量僅為銅電極的1/5,??梢婓w積較大的電極運用石墨資料十分適宜,極大地減輕了電火花加工機床主軸的載荷,,電極不會因為分量大而導(dǎo)致裝夾不方便,、加工中產(chǎn)生偏擺位移等問題,可見在大型模具加工中運用石墨電極很有意義,。
(6)電極制作難度
石墨資料的機械加工功能好,,切削阻力僅為銅的1/4,在正確的加工條件下,,銑削加工石墨電極的效率是銅電極的2~3倍,。石墨電極簡單清角,能夠?qū)⑵匠R啥鄠€電極完成的工件規(guī)劃成一個整體電極來加工,。石墨資料共同的顆粒安排結(jié)構(gòu),,使得電極銑削成型后不會產(chǎn)生毛刺,對于雜亂造型不方便于去除毛刺的情況直接滿足運用要求,,省去了人工對電極進行拋光的工序,,避免了拋光導(dǎo)致的形狀改動、尺寸誤差等,。需求留意的是,,因為石墨是粉塵堆積物,銑削石墨時會產(chǎn)生很多的粉塵,,因此銑削機床有必要要有密封與吸塵裝置,。假如需求運用電火花線切開加工石墨電極,其加工功能就不如銅資料了,,切開速度比較銅慢約40%,。
(7)電極裝置與運用
石墨資料的可粘結(jié)性好,能夠運用導(dǎo)電膠將石墨與夾具粘結(jié)的方法銑削電極,、放電加工,可省去在電極資料上加工螺絲孔的工序,,節(jié)省了工作時間。石墨資料比較脆,,特別是細微窄長電極,,在運用中受到外力作用時簡單折斷,,但能夠立刻知曉電極產(chǎn)生了損害,。假如是銅電極則只會曲折不會折斷,,這種情況在運用進程中十分危險且難以發(fā)現(xiàn),,很簡單導(dǎo)致工件作廢,。
(8)價格
銅資料是不可再生資源,,價格趨勢會越來越貴,,而石墨資料的價格趨于安穩(wěn)。近幾年銅資料價格不斷上漲,,而各大石墨制作商不斷改善制作石墨的工藝使其更具性價比優(yōu)勢,。
目前全球知名的石墨供貨商中不同供貨商有多種不同商標的石墨可供挑選,。一般依據(jù)石墨資料的均勻顆粒直徑來分類,顆粒直徑≤φ4 μm的定義為細石墨,,顆粒在φ5~φ10 μm定義為中石墨,,顆粒在10 μm以上定義為粗石墨,。顆粒直徑越小資料的價格越貴,,能夠依據(jù)電火花加工要求與成本挑選適宜的石墨資料。
綜上所述,,在石墨電極的8項電火花加工特性中,其優(yōu)勢明顯:
銑削電極與放電加工的效率均明顯優(yōu)于銅電極,,生產(chǎn)效率高,;大電極十分合適,;尺安穩(wěn)性良好,薄片電極不簡單產(chǎn)生變形,;石墨資料的不足之處:銑削電極需求有專門的石墨加工機不太合適VDI12(Ra0.4 μm)以下的精密外表放電加工,;
石墨電極資料的優(yōu)越性將逐步被國內(nèi)模具制作行業(yè)知道和接受,。正確選用石墨電極資料,并合作改善相關(guān)工藝環(huán)節(jié),,將為模具制作企業(yè)帶來高效率,、低成本效益,。


最新文章推薦