

浸樹脂石墨軸承 石墨軸承加工廠 進(jìn)口浸漬呋喃樹脂石墨軸承套 耐高溫石墨軸承定制

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





-
 石墨軸承:材料特性,、應(yīng)用場景及優(yōu)勢解析
石墨軸承:材料特性,、應(yīng)用場景及優(yōu)勢解析 -
 石墨軸承和金屬石墨軸承的耐用性比較
石墨軸承和金屬石墨軸承的耐用性比較 -
石墨軸承和金屬石墨軸承哪個(gè)更耐用一些
-
 石墨密封軸套的密封效果主要取決于哪幾個(gè)因素
石墨密封軸套的密封效果主要取決于哪幾個(gè)因素 -
石墨軸承和浸漬石墨軸承
-
 石墨軸承加工廠
石墨軸承加工廠 -
自潤滑石墨軸承的介紹
-
 浸銅石墨軸承加工廠 高密度石墨密封環(huán)批發(fā) 進(jìn)口浸銻石墨軸承套 抗氧化石墨密封圈定制
浸銅石墨軸承加工廠 高密度石墨密封環(huán)批發(fā) 進(jìn)口浸銻石墨軸承套 抗氧化石墨密封圈定制 -
 進(jìn)口無油石墨軸承批發(fā) 水泵石墨密封圈定制 浸銻石墨軸承套價(jià)格 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠
進(jìn)口無油石墨軸承批發(fā) 水泵石墨密封圈定制 浸銻石墨軸承套價(jià)格 旋轉(zhuǎn)接頭碳石墨密封環(huán)加工廠 -
 石墨潛水泵軸承定制 進(jìn)口磁力泵止推軸承 浸樹脂石墨密封軸套加工廠 抗氧化石墨軸承批發(fā)價(jià)格
石墨潛水泵軸承定制 進(jìn)口磁力泵止推軸承 浸樹脂石墨密封軸套加工廠 抗氧化石墨軸承批發(fā)價(jià)格 -
 電動(dòng)水泵碳石墨軸承生產(chǎn)廠家 進(jìn)口屏蔽泵石墨軸承 高密度石墨軸承軸套 水泵石墨軸承規(guī)格型號(hào)
電動(dòng)水泵碳石墨軸承生產(chǎn)廠家 進(jìn)口屏蔽泵石墨軸承 高密度石墨軸承軸套 水泵石墨軸承規(guī)格型號(hào)
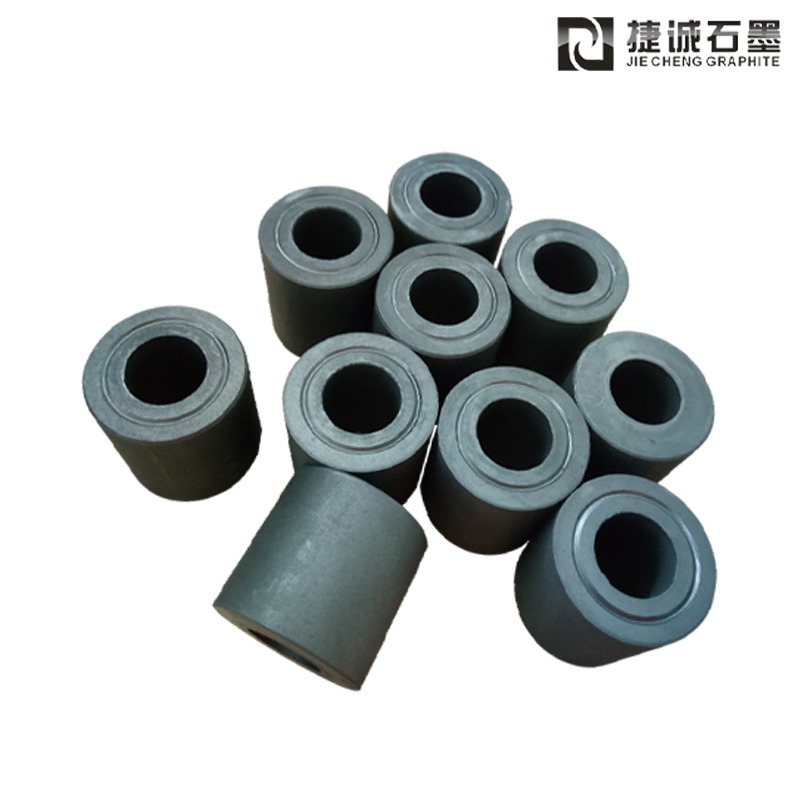
密封用碳石墨環(huán),。在整個(gè)煅燒過程中,會(huì)有熱裂解化學(xué)品排出,,會(huì)有空氣出口,,根據(jù)體積計(jì)算公式,空氣孔隙率約占10%~30%,。這種多孔碳石墨環(huán)不能用作機(jī)械設(shè)備密封環(huán),,要對(duì)其進(jìn)行浸漬,使其成為不滲透的原料,,根據(jù)浸漬可以提高其抗壓強(qiáng)度和耐磨性,。碳高純石墨密封圈的生產(chǎn)工藝如下圖所示。
1.浸漬酚醛樹脂
南通玄冥石墨制品有限公司
酚醛樹脂是以酚類為原料,,在金屬催化劑的作用下,,經(jīng)縮聚反應(yīng)得到的一類樹脂的總稱。
1.蘸之前提前準(zhǔn)備,。
1)毛坯制作和加工
生產(chǎn)加工石墨管的原材料會(huì)根據(jù)成品的內(nèi)徑和直徑留有2-3mm的生產(chǎn)加工余量,。如果空位是大正方形,必須用砂輪激光切割,,使之成為管道,??瘴徊辉试S有多余的油。
2)清潔
用空氣壓縮清理管道表面的高純石墨粉塵,,或用飲用水清洗,,堵塞浸漬面的縫隙,危及實(shí)際浸漬效果,。
3)超低溫烘烤
在70~80℃加熱2小時(shí)后,,為了除去高純石墨管出氣口的水,當(dāng)然要取消制冷,。
4)浸漬劑的選擇
酚醛樹脂是可接受的,,并且是乙醇可溶的,通常是7222乙醇可溶樹脂,。醇溶性樹脂易揮發(fā),,貯存期比水溶性樹脂短,多次使用后粘度高,。重新涂抹時(shí),,一定要加入一定的酒精,混合稀釋劑,。
2.浸沒溶液
浸漬設(shè)備和步驟如圖9-6所示,。
浸漬過程如下:
1)將高純石墨管放入細(xì)鐵絲筐中,管中間保持3mm以上間距,,每層中間用鐵網(wǎng)保護(hù),,然后將筐放入釜中,距釜口法蘭盤1/5釜體深度,。蓋上壺蓋,,對(duì)稱擰緊地腳螺栓。
2)真空值在0.1MPa左右(750-760 mmhg柱)時(shí),,保持真空泵30分鐘,。
3)吸進(jìn)樹脂浸漬釜的樹脂的高寬比應(yīng)在產(chǎn)品工件內(nèi)埋100mm。
4)輸送至0.6-0.8MPa的空氣壓力,,并保持4-5小時(shí),。
5)排出樹脂,釋放壓力,,取下產(chǎn)品,。產(chǎn)品出釜2h后,可用食用堿和鋸末將產(chǎn)品外表面的樹脂擦掉,。
6)室溫養(yǎng)護(hù),。沒過多久。一般商品應(yīng)在陰涼自然通風(fēng)的地方干燥狂躁,,而不是48h,。
3,、固化和溶解
將干貨放入硬底罐中,加壓,,加熱至硬底,。工作壓力必須比浸漬時(shí)間高0.1MPa。升溫速率見表9-19,。
浸漬酚醛樹脂的固化溫度一般為130℃,,但適度提高固化溫度可以促進(jìn)酚醛樹脂的實(shí)際固化效果,提高腐蝕能,。
4.浸漬質(zhì)量檢驗(yàn)的漏洞
一般硫化產(chǎn)品的透氣性測試方法如下:從每個(gè)產(chǎn)品中隨機(jī)抽取3片,,去掉外表面,將兩個(gè)硫化橡膠密封墊圈放在專用夾具上夾住管材兩側(cè),,然后將干燥的N2進(jìn)入管材內(nèi)螺紋,,實(shí)驗(yàn)工作壓力為商用Z應(yīng)用工作壓力,連續(xù)充壓15min,。