廠家介紹石墨加工工藝中的連接螺紋形狀和凸凹型連接
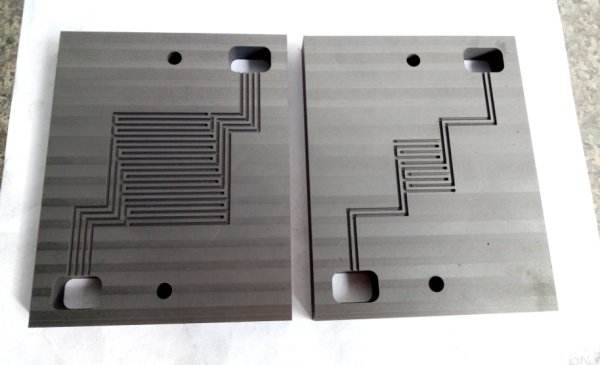
1.石墨加工工藝銜接螺紋形狀(梯形螺紋或三角形螺紋)
圓柱形接頭銜接部位都加工成梯形螺紋就螺紋本身而言,梯形螺紋傳動(dòng)阻力小,螺紋的結(jié)構(gòu)強(qiáng)度較大,,因而能承受較大的拉應(yīng)力,,梯形螺紋即使有少數(shù)碰傷對(duì)連結(jié)強(qiáng)度的影響不大。中國(guó)出產(chǎn)的石墨加工工藝運(yùn)用圓柱形接頭時(shí)加工梯形螺紋,規(guī)劃的特點(diǎn)是當(dāng)誤差為0時(shí),公母螺紋合作仍有一個(gè)徑向空隙。圓錐形接頭都加工成三角形螺紋(頂部加工成圓錐形),,在機(jī)械制造行業(yè)中,傳動(dòng)螺紋一般選用傳動(dòng)阻力小的梯形或方形螺紋,,而緊固螺紋一般選用三角形,,三角形螺紋沖突力大、銜接緊密,。圓錐形接頭加工成三角形螺紋(頂部加工成圓錐形)增大了沖突面,,用較低的擰緊力矩即可將電極與接頭銜接好??s小螺紋的螺距有利于進(jìn)步螺紋的自鎖才能,,如螺紋的螺距由12.7mm改為8.47mm,或由8.47mm改為6.35mm,,在接頭外徑相同的情況下有利于增加銜接的牢靠程度,。
2.石墨加工工藝凸凹型銜接
電極的一端加工成帶有圓錐形母螺紋的螺孔,另一端加工成相應(yīng)尺度圓錐形公螺紋,,不需要專門加工的接頭而完成兩根電極的銜接,。這種銜接方法國(guó)外多用于炭電極,中小規(guī)范電極兩端的凸凹形銜接石墨加工工藝也有運(yùn)用這種銜接方法,。世界電工委員會(huì)1993年3月草擬的石墨電極新世界規(guī)范已將凸凹形銜接作為附錄列入,,并規(guī)定了直徑175~400mm的凸凹形銜接母螺紋及公螺紋尺度規(guī)范。凸凹形銜接有以下3方面的優(yōu)點(diǎn):1.不用專門出產(chǎn)接頭坯料和加工接頭,,簡(jiǎn)化了出產(chǎn)工序,有利于下降出產(chǎn)成本2.凸凹型銜接的銜接部位規(guī)劃尺度較大,,增大了觸摸面積,,螺紋的自鎖才能較強(qiáng),銜接部位具有較太的觸摸沖突力,,因而在實(shí)際運(yùn)用中較少出現(xiàn)松動(dòng)現(xiàn)象,。3.銜接兩根電極比較簡(jiǎn)單,只要將電極公螺紋的一端刺進(jìn)另一根電極一端的螺孔內(nèi),,對(duì)準(zhǔn)中心后擰3~4圈就可以到達(dá)擰緊要求,。
凸凹形銜接創(chuàng)造較早,可是一直到20世紀(jì)80年代還沒有在消耗量最多的大、中規(guī)范石墨加工工藝出產(chǎn)中應(yīng)用,,主要原因有以下4點(diǎn):1.凸凹型銜接時(shí)規(guī)劃的觸摸面積比較大,,需要運(yùn)用比連擴(kuò)一般電極時(shí)大50%左右的擰緊力矩才能接合好,這對(duì)銜接每根分量達(dá)數(shù)百公斤甚至1t以上的大,、中規(guī)范石墨加工工藝來說,,要到達(dá)所需要的擰緊力矩是比較困難的;2.一般功率石墨電極除少數(shù)小規(guī)范電極外都不經(jīng)浸處理,,電極的密度及強(qiáng)度不高,,而且兩端的密度和強(qiáng)度還有一定差異,對(duì)大,、中規(guī)范石墨電極而言,,銜接后的公螺紋機(jī)械強(qiáng)度達(dá)不到要求;3.銜接螺紋形狀的規(guī)劃和加工技能還不行成熟,;4.凸凹形銜接的電極一端的公螺紋露在外面簡(jiǎn)單被碰損,,因而包裝及運(yùn)送都要有專門辦法。