石墨加工的流程是什么,?
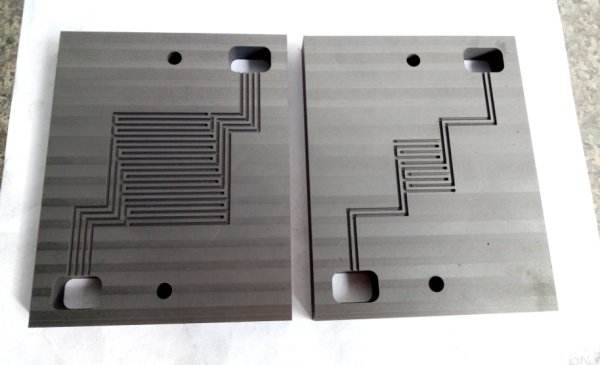
石墨是一種常見的非金屬資料,,呈黑色,,具有耐高低溫性、杰出的導電導熱性,、杰出的潤滑性和穩(wěn)定的化學特性; 導電性好,可用做電火花加工中的電極,。與傳統(tǒng)的銅電極比較,,石墨具有耐高溫、放電消耗小,、熱變形小等許多優(yōu)點,,在精密復雜件以及大尺寸電極加工方面表現(xiàn)出更好的適應性,已逐步替代銅電極成為電火花加工電極的干流,。另外,,石墨耐磨資料能在高速、高溫,、高壓的條件下運用,,不需求潤滑油,很多設備廣泛選用石墨資料制成的活塞杯,,密封圈和軸承等
石墨切削加工功能分析:
石墨歸于非均質(zhì)結(jié)構(gòu)的脆性資料,,石墨切削加工是經(jīng)過石墨資料的脆性開裂生成不接連的切屑顆粒或粉末來完成的,。針對石墨資料的切削機理,,國內(nèi)外學者做了很多研究,國外學者以為石墨切屑形成過程大致是在刀具切削刃與工件接觸時,,刀尖處有揉捏破碎,,形成細微切屑和細微凹坑,,并發(fā)生了一條裂紋,裂紋會向刀尖前下方延伸擴展,,形成開裂凹坑,,工件的一部分因刀具推進發(fā)生破碎,形成切屑,。國內(nèi)學者以為石墨顆粒極其微細,,刀具切削刃的刀尖圓弧較大,因而切削刃的效果類似于揉捏,,刀具———工件接觸區(qū)的石墨資料受刀具前刀面及刀尖部分的揉捏效果,發(fā)生脆性開裂,,從而形成崩碎切屑,。
石墨切削加工工藝:
石墨資料的傳統(tǒng)機械加工辦法有車削、銑削,、磨 削,、鋸削等,但都只能完成形狀簡略,、精度不高的石墨件加工,。跟著石墨高速加工中心,、刀具以及相關配套技能的快速開展和使用,,這些傳統(tǒng)加工辦法現(xiàn)已逐步被高速加工技能所替代。實踐表明: 由于石墨的硬脆特性,,在加工時刀具磨損較為嚴峻,,因而,,建議運用硬質(zhì)合金或金剛石涂層的刀具,。
石墨高速加工中心:
石墨切削加工中會發(fā)生很多的粉塵,污染環(huán)境,、影響工人健康,、影響機床,因而,,石墨加工機床有必要配備杰出的防塵,、除塵設備。由于石墨是導電體,,為避免加工過程中發(fā)生的石墨粉塵進入機床電器元件中發(fā)生短路等安全事故,,應對機床的電器元件進行必要的保護。
石墨高速加工中心為完成高速選用高速電主軸,,為下降機床的振動需求規(guī)劃低重心結(jié)構(gòu),,進給機構(gòu)多選用高速度高精度的滾珠絲杠傳動,規(guī)劃防除塵設備等,。石墨高速加工中心的主軸轉(zhuǎn)速通常在 10000~60000r/min之間,,進給速度可以高達 60m /min,加工壁厚可以小于 0.2mm,,零件的表面加工質(zhì)量和加工精度高,,是目前完成石墨高效高精度加工的主要手法。
跟著石墨資料的廣泛使用以及石墨高速加工技能的開展,,國內(nèi)外高功能的石墨加工設備逐步增多,。
本文主要從石墨特性、切削加工工藝和石墨高速加工中心的結(jié)構(gòu)等方面,,對石墨機械加工工藝進行探討,。跟著機床技能和刀具技能的不斷開展,石墨高速加工技能需經(jīng)過切削實驗和實際使用進行深入研究,,在理論和實踐方面提高石墨機械加工的技能水平,。