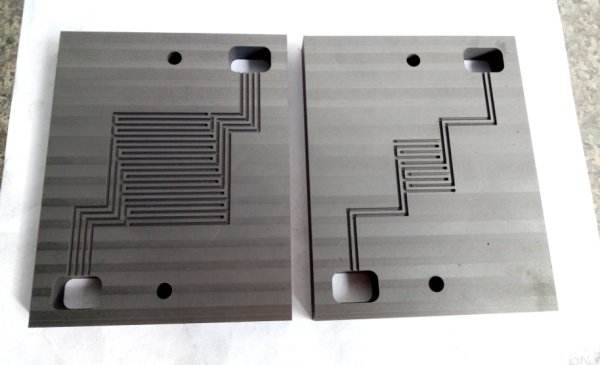
石墨電極銑削加工效率可以如何提高,?
1,主軸:東西小,,咱們要進(jìn)步零件質(zhì)量,,那么你就需求進(jìn)步主軸轉(zhuǎn)速,。一分鐘60000轉(zhuǎn)的速度到達(dá)主軸的頻率高,,運(yùn)用微型東西是理想的,。高速加工時,應(yīng)采取高速,,小跨度,,用于處理大幅添加了該方法的進(jìn)料速率,。
2,、幾許形狀:用于銑削加工電極的東西,幾許形狀對于企業(yè)加工電極的質(zhì)量管理起到一個非常重要關(guān)鍵的效果,。按照一定比例縮小大型刀具的調(diào)集形狀制成小格局的刀具,,其進(jìn)給速度開展以及經(jīng)過外表工程質(zhì)量都無法到達(dá)國家標(biāo)準(zhǔn)。
3.刀具磨損:刀具在出產(chǎn)中會耗費(fèi)磨損,,銑削時運(yùn)用石墨電極,,刀具的設(shè)定形狀有利于進(jìn)步產(chǎn)品質(zhì)量和出產(chǎn)功率,但由于資料固有的磨削特性,,會呈現(xiàn)另一種刀具磨損情況,。 此刻,咱們能夠考慮運(yùn)用金剛砂進(jìn)行涂層,,這能夠顯示出它的良好優(yōu)勢,。
加工機(jī)床的基礎(chǔ)
在挑選石墨加工機(jī)床時,有必要注意運(yùn)用直線導(dǎo)軌和滾珠絲杠,,選用正氣流維護(hù),,避免組織運(yùn)動發(fā)生磨料粉塵。 要注意做好運(yùn)動員兼封的保存,,避免外來污染,。
石墨加工東西還需求有要有利于石墨銑刀,刀具長度測量能夠補(bǔ)償?shù)毒吣p的另一個特色。
因而,,加工技能中心逐步向硬質(zhì)鋼材高效石墨電極銑削加工研究方向不斷開展時,,提供石墨電極銑削加工所需求的功率和質(zhì)量管理方面,高速加工企業(yè)中心城市開展停留在曲線前面,。在進(jìn)行分析模具設(shè)計制作中,,這種傳統(tǒng)工藝是有很大幫助的,而且也將成為我國工業(yè)的主流工藝,。
每個企業(yè)在確保質(zhì)量的情況下完結(jié)的,,盡可能降低成本或進(jìn)步出產(chǎn)功率。所以石墨電極,,是進(jìn)步確保的前提下的質(zhì)量功率的有效途徑,。
每個我國企業(yè)都是以經(jīng)濟(jì)效益為第一位的,但是咱們要在確保公司產(chǎn)品的質(zhì)量的情況下,。這樣一來,,就只能從進(jìn)步作業(yè)功率方面下手。在高速開展加工中心技能上,,進(jìn)步石墨銑削加工功率,,是每個加工出產(chǎn)經(jīng)營企業(yè)文化需求經(jīng)過了解的問題。
石墨電極將用于電火花加工模具,,但隨著技能的開展,,對高速加工中心機(jī)床的需求不斷添加。 在一段時刻內(nèi),,硬鋼資料加工技能的開展取代了石墨電極,。 但是,許多要素決議了石墨電極的繼續(xù)運(yùn)用,。
石墨電極有其本身的加工優(yōu)勢,,與剛性高的剛性剛性加工相比,石墨電極銑削加工時刻更短,。 此外,,在銑削模具型腔或復(fù)雜曲面時,會發(fā)生徑向跳動差錯,,導(dǎo)致刀具開裂,,嚴(yán)重影響產(chǎn)品質(zhì)量,最終造成資料糟蹋,。
因而,,石墨電極上還是有自己的很強(qiáng)的優(yōu)勢,那么,,對于石墨電極事務(wù),,學(xué)習(xí)如何進(jìn)步測試模具焊條粉碎功率是至關(guān)重要的。
加工刀具的基礎(chǔ)
石墨電極銑削加工最大的優(yōu)點(diǎn)是,高速,。它的加工技能中心主軸能夠經(jīng)過到達(dá)一分鐘30000—60000轉(zhuǎn),,并且咱們能夠不斷加快進(jìn)給速度,縮短出產(chǎn)周期,,進(jìn)步作業(yè)外表工程質(zhì)量,。