W型槽石墨舟皿 V型石墨槽 硬質(zhì)合金V型石墨舟皿 進(jìn)口石墨舟片廠家 組合型石墨舟皿

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





-
 軟連接石墨塊的用途
軟連接石墨塊的用途 -
 軟連接石墨塊加工廠
軟連接石墨塊加工廠 -
 石墨坩堝的制作工藝
石墨坩堝的制作工藝 -
 新能源汽車鋁鎳鋁巴擴(kuò)散焊接抗氧化石墨塊 高分子擴(kuò)散焊耐用石墨電極 多層銅箔覆鎳焊接石墨塊
新能源汽車鋁鎳鋁巴擴(kuò)散焊接抗氧化石墨塊 高分子擴(kuò)散焊耐用石墨電極 多層銅箔覆鎳焊接石墨塊 -
 銅鋁鎳焊接石墨電極,,鋁軟連接焊機(jī)石墨方塊定制,,銅箔焊接石墨電極頭
銅鋁鎳焊接石墨電極,,鋁軟連接焊機(jī)石墨方塊定制,,銅箔焊接石墨電極頭 -
 鋁擴(kuò)散焊機(jī)石墨塊,Busbar焊接石墨塊定制
鋁擴(kuò)散焊機(jī)石墨塊,Busbar焊接石墨塊定制 -
銅鋁復(fù)合電池極柱焊接石墨電極塊,異形多層鋁箔覆鎳抗氧化石墨塊,,鋁板焊接石墨塊
-
 進(jìn)口石墨加熱管批發(fā) 抗氧化石墨加熱管定制 石墨加熱管知名品牌 高密度石墨發(fā)熱管價(jià)格
進(jìn)口石墨加熱管批發(fā) 抗氧化石墨加熱管定制 石墨加熱管知名品牌 高密度石墨發(fā)熱管價(jià)格 -
 真空爐石墨加熱管定制 進(jìn)口石墨加熱管批發(fā) 高密度石墨發(fā)熱管加工廠 耐高溫石墨套管價(jià)格
真空爐石墨加熱管定制 進(jìn)口石墨加熱管批發(fā) 高密度石墨發(fā)熱管加工廠 耐高溫石墨套管價(jià)格 -
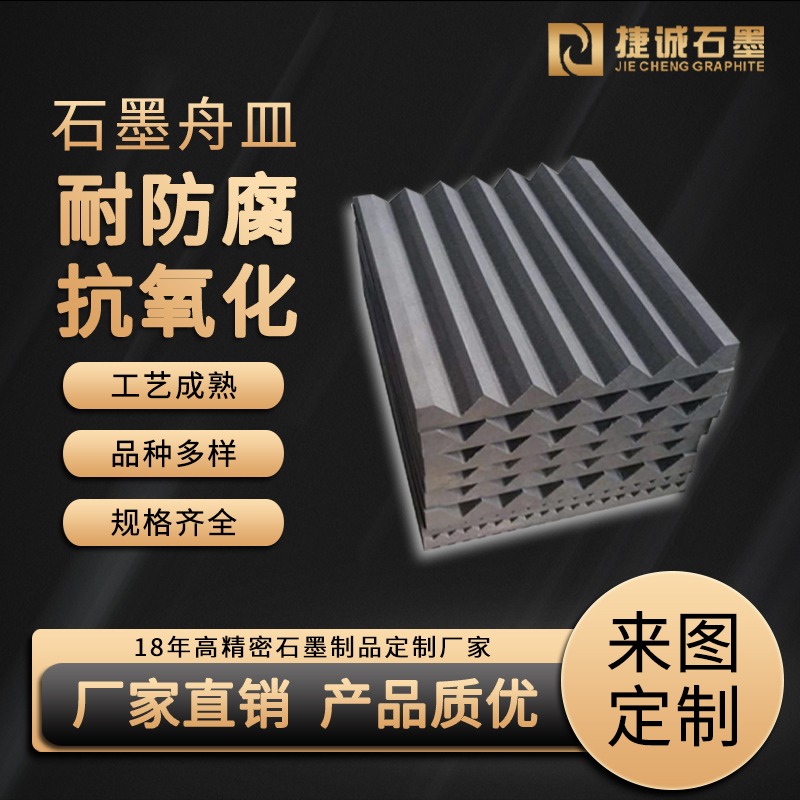
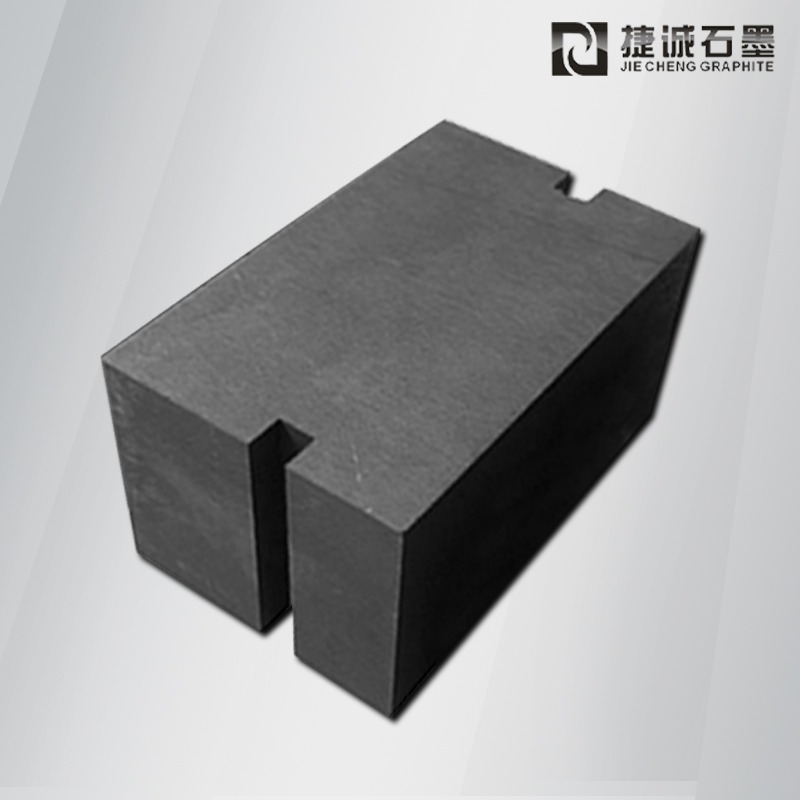
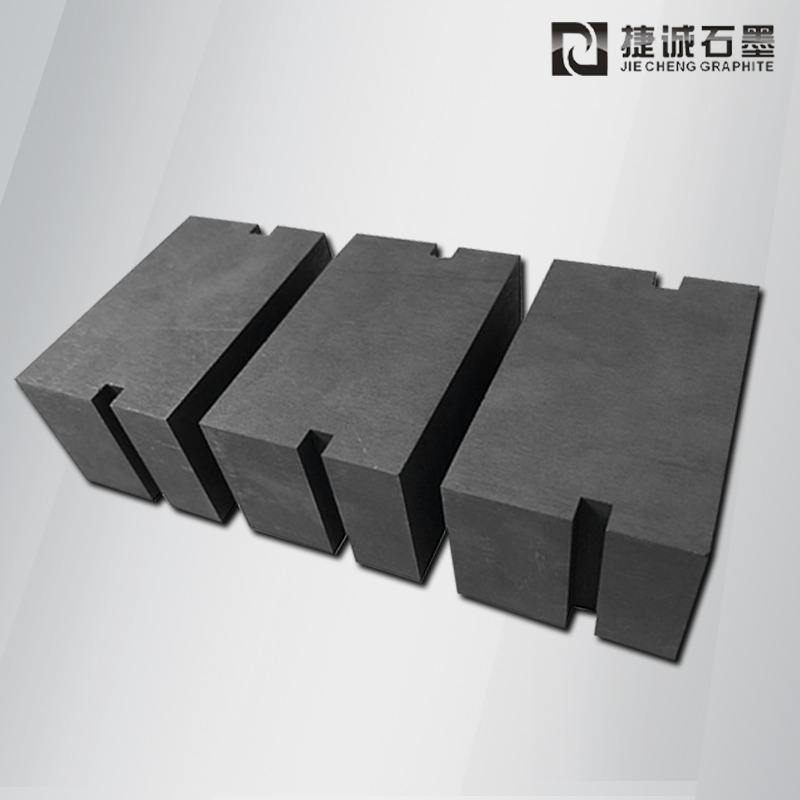
抗氧化石墨舟皿加工廠 W型石墨槽舟 V型石墨舟板 進(jìn)口石墨舟皿價(jià)格 硬質(zhì)合金石墨舟皿定制
-
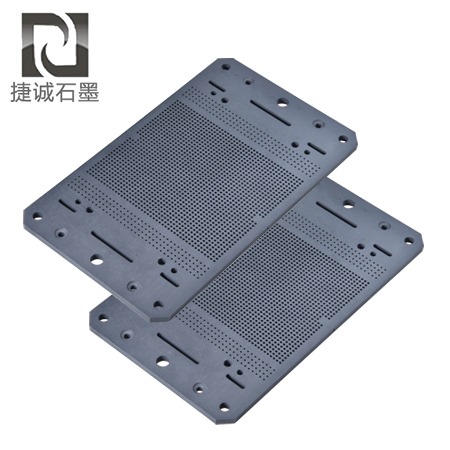
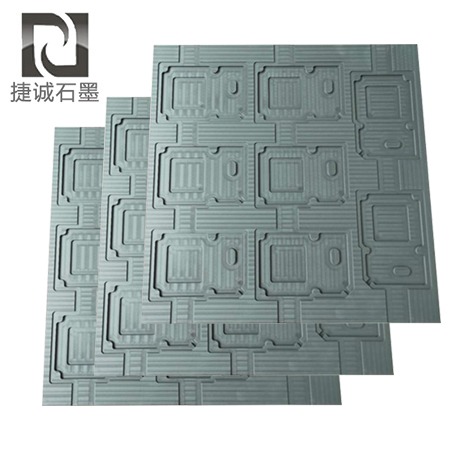
 進(jìn)口石墨舟皿批發(fā) 硬質(zhì)合金燒結(jié)石墨舟皿 抗氧化石墨舟皿價(jià)格 W型石墨槽舟 V型石墨舟皿
進(jìn)口石墨舟皿批發(fā) 硬質(zhì)合金燒結(jié)石墨舟皿 抗氧化石墨舟皿價(jià)格 W型石墨槽舟 V型石墨舟皿
本發(fā)明解決其技術(shù)問題所采用的技術(shù)方案是提供一種硬質(zhì)合金燒結(jié)用石墨舟隔離涂層的制備方法,,包括以下步驟:1)對(duì)待處理的石墨舟進(jìn)行噴砂處理,控制噴砂后的表面粗糙度為sa2.5,;2)以噴霧造粒釔穩(wěn)定氧化鋯粉末為原料,,對(duì)噴砂后的石墨舟進(jìn)行等離子噴涂;其中噴涂電壓38 ~ 42 V,,噴涂電流600 ~ 640 A,,供氬28 ~ 30 SLM,供氫0.5 ~ 0.8 SLM,,送粉速度2.5 ~ 3.5 g/s,,入射角45 ~ 75°,噴涂距離6 ~ 10 cm,,噴涂速度10 ~ 20cm/s,;3)噴涂后,將入射角調(diào)整到105° ~ 135°,,在其他參數(shù)不變的情況下再次噴涂,,完成石墨舟上隔離涂層的制備。在噴涂過程中,,噴槍所在平面與噴涂面的夾角始終保持90°,。按照本發(fā)明的技術(shù)方案,第一次正向噴涂采用45-75°的入射角,,噴涂完成后調(diào)整入射角至105-135°反向噴涂,;經(jīng)過兩次噴涂后,通過控制角度使石墨舟上的隔離涂層正反向噴涂,,使得隔離涂層厚度均勻,,涂層不易開裂。與高壓小電流噴涂工藝相比,,低壓大電流噴涂工藝噴涂溫度穩(wěn)定可控,,粉末熔化程度好且均勻。噴涂層厚度均勻,,與舟皿結(jié)合強(qiáng)度高,,孔隙率低,微缺陷少。在本發(fā)明中,,噴砂的作用是去除石墨舟表面的涂層,,增加石墨舟的表面粗糙度。具體方案是用60目剛玉砂和0.5-0.7 MPa壓縮空氣對(duì)待處理的石墨舟噴砂90-120秒,。與普通氧化鋯粉末相比,,噴霧造粒釔穩(wěn)定氧化鋯粉末具有更好的高溫穩(wěn)定性。噴霧造粒得到的釔穩(wěn)定氧化鋯粉末粒度均勻,,在作為噴涂原料的石墨舟上得到的涂層厚度均勻,,在高溫下不易產(chǎn)生裂紋。進(jìn)一步地,,噴霧造粒釔穩(wěn)定氧化鋯粉末中氧化釔與氧化鋯的質(zhì)量比為1∶4,,粒度為-200目至+325目,。