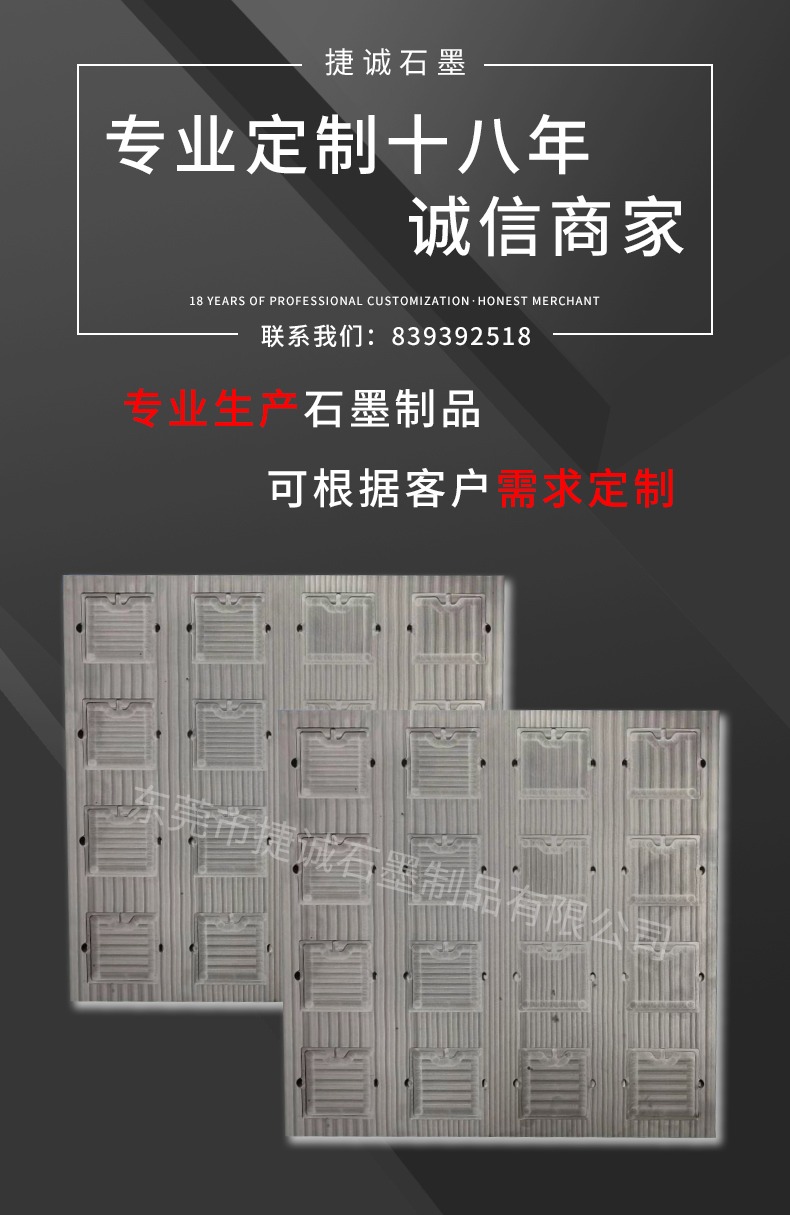
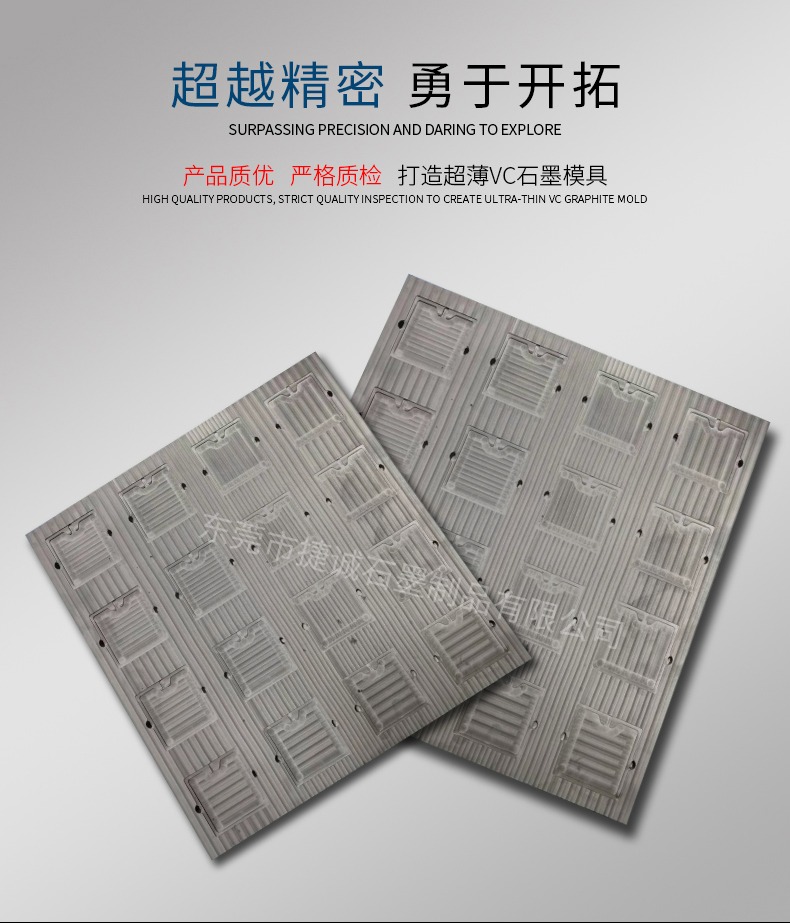
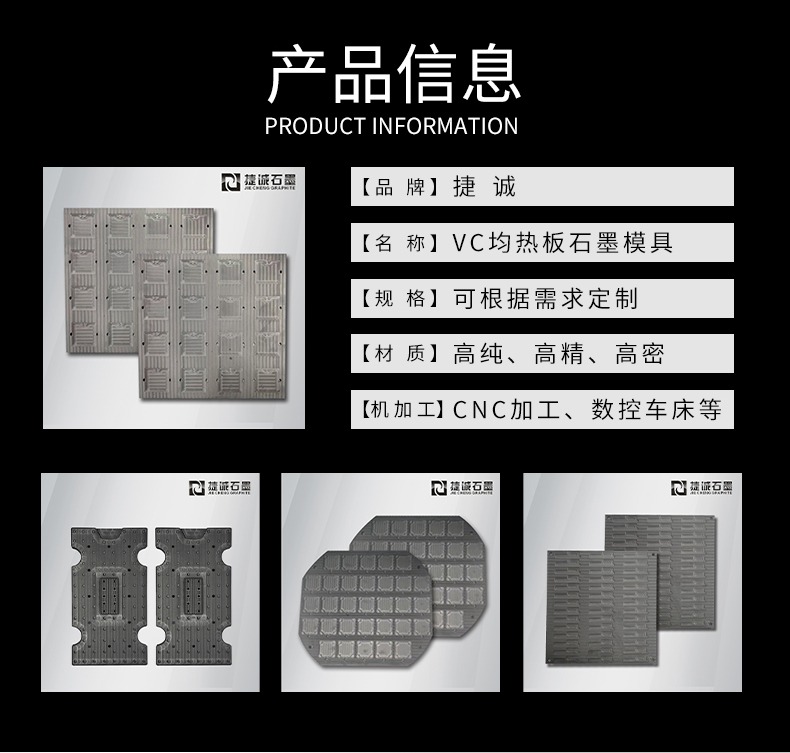
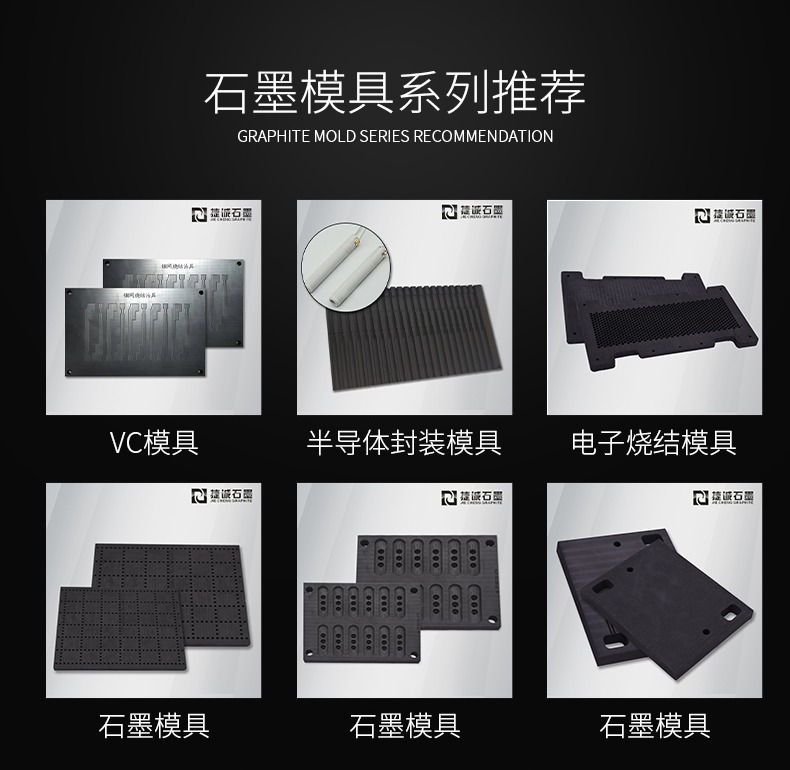
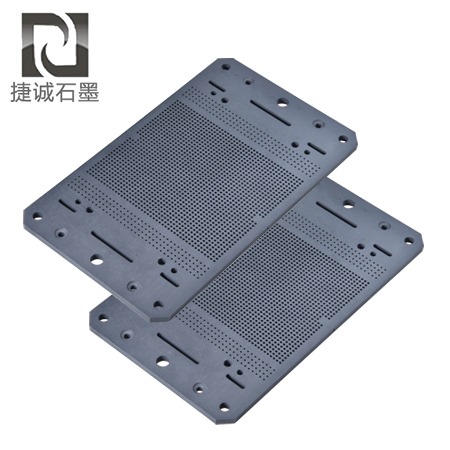
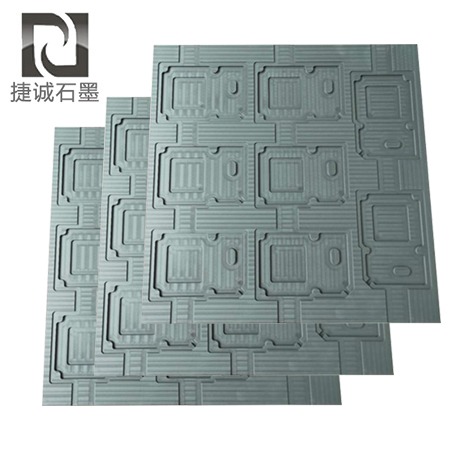
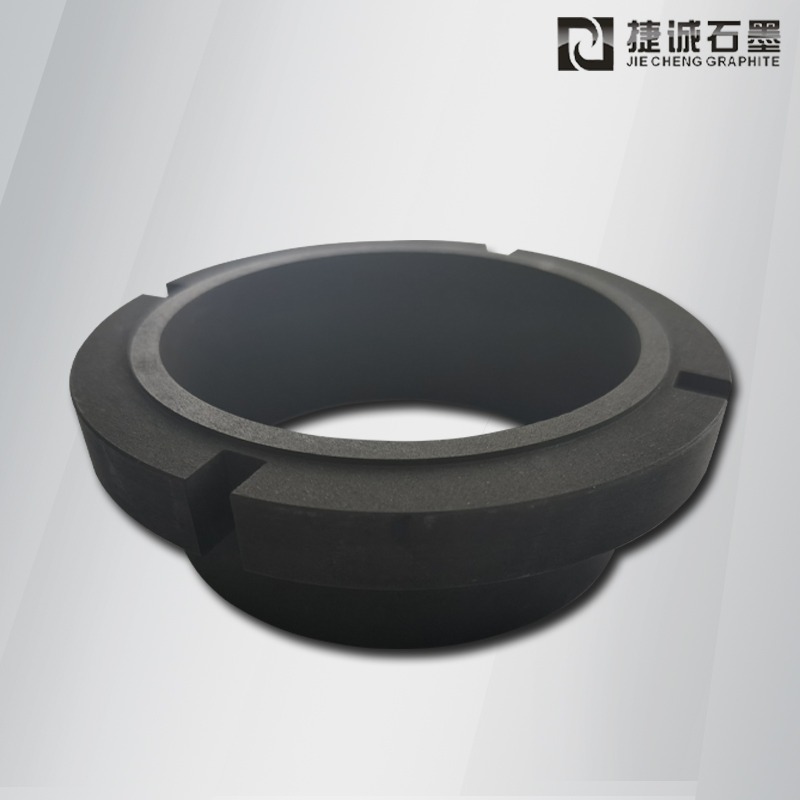
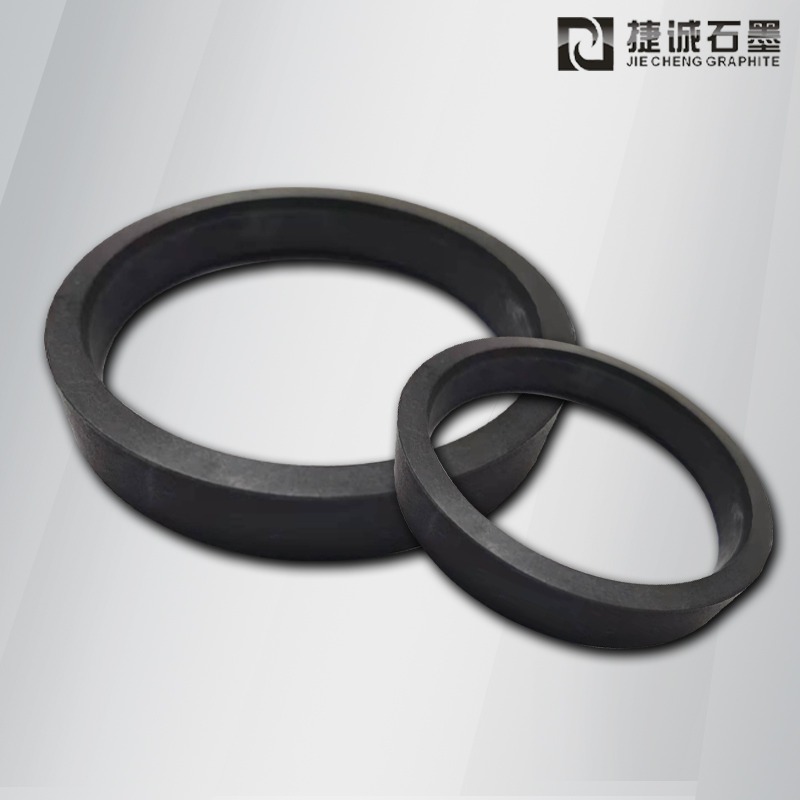
超薄VC石墨治具加工廠 抗氧化均熱板石墨模具 進口石墨工裝夾具 均溫板石墨治具定制

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解








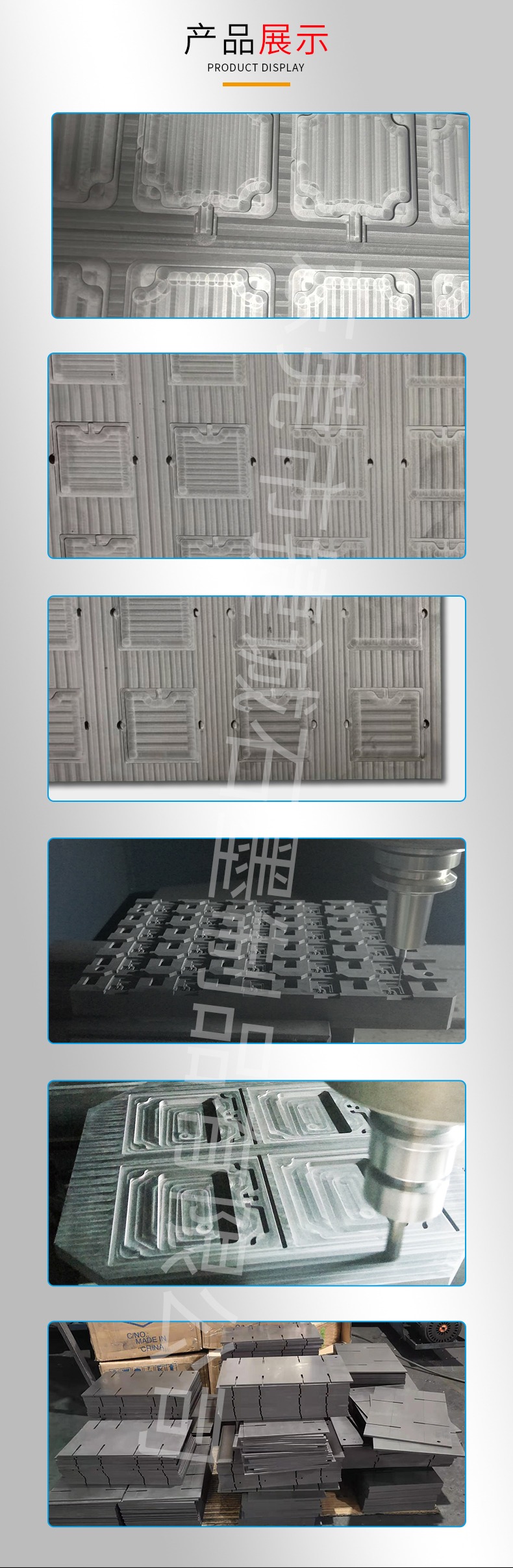
小編為你介紹石墨模具加工工藝的主要零件。讓我們來看看細節(jié)吧,!
1.研磨:
工件的平面磨削和內(nèi)外磨削必須用高速旋轉(zhuǎn)的砂輪來完成,。
2、線切割操作:
在粉末冶金石墨模具加工中,,數(shù)控線切割機床主要用于加工凹模腔,、內(nèi)模孔或芯軸外表面以及模具沖壓,。熱處理后,,可以加工鋼和硬質(zhì)合金。加工后的表面粗糙度為0.02,,加工精度一般為0.002,。
工作原理:WEDM是利用WEDM電極、計算技術(shù)和電火花加工技術(shù)來實現(xiàn)各種復(fù)雜形狀的模具加工,。使用極細的金屬絲(直徑0.05-0.3)作為線切割的工作電極,。金屬絲安裝在高速旋轉(zhuǎn)的絲容器上,以每秒10米左右的線速度在絲架上來回移動,。電線連接到高頻電源的負極,。切割工件與陽極連接,工作介質(zhì)為煤油或乳化液,。當電極與金屬接觸時,,就會發(fā)生腐蝕,。如果電極按規(guī)定方向移動,且移動速度適合工件間導(dǎo)線的腐蝕速度(即不短路到0),,就可以達到切割目的,。
3.硬質(zhì)合金模具制造:
用硬質(zhì)合金做陰模,可以大大提高模具的使用壽命,,但由于硬質(zhì)合金的可加工性差,,通常直接加工成陰模,留一定的加工余量,,再進入磨削,。電療。金剛石砂輪通常用于磨削碳化物,。普通磨床使用金剛石砂輪時,,砂輪的轉(zhuǎn)動要平穩(wěn)。安裝砂輪錐度的徑向跳動不得超過0.00毫米..當發(fā)現(xiàn)砂輪變形時,,應(yīng)立即修整砂輪,。砂輪的進給量不要太大,一般0.02≤0.03mM,,砂輪的速度要在15~25m/s之間(根據(jù)砂輪的直徑,,可以相應(yīng)計算轉(zhuǎn)數(shù))。
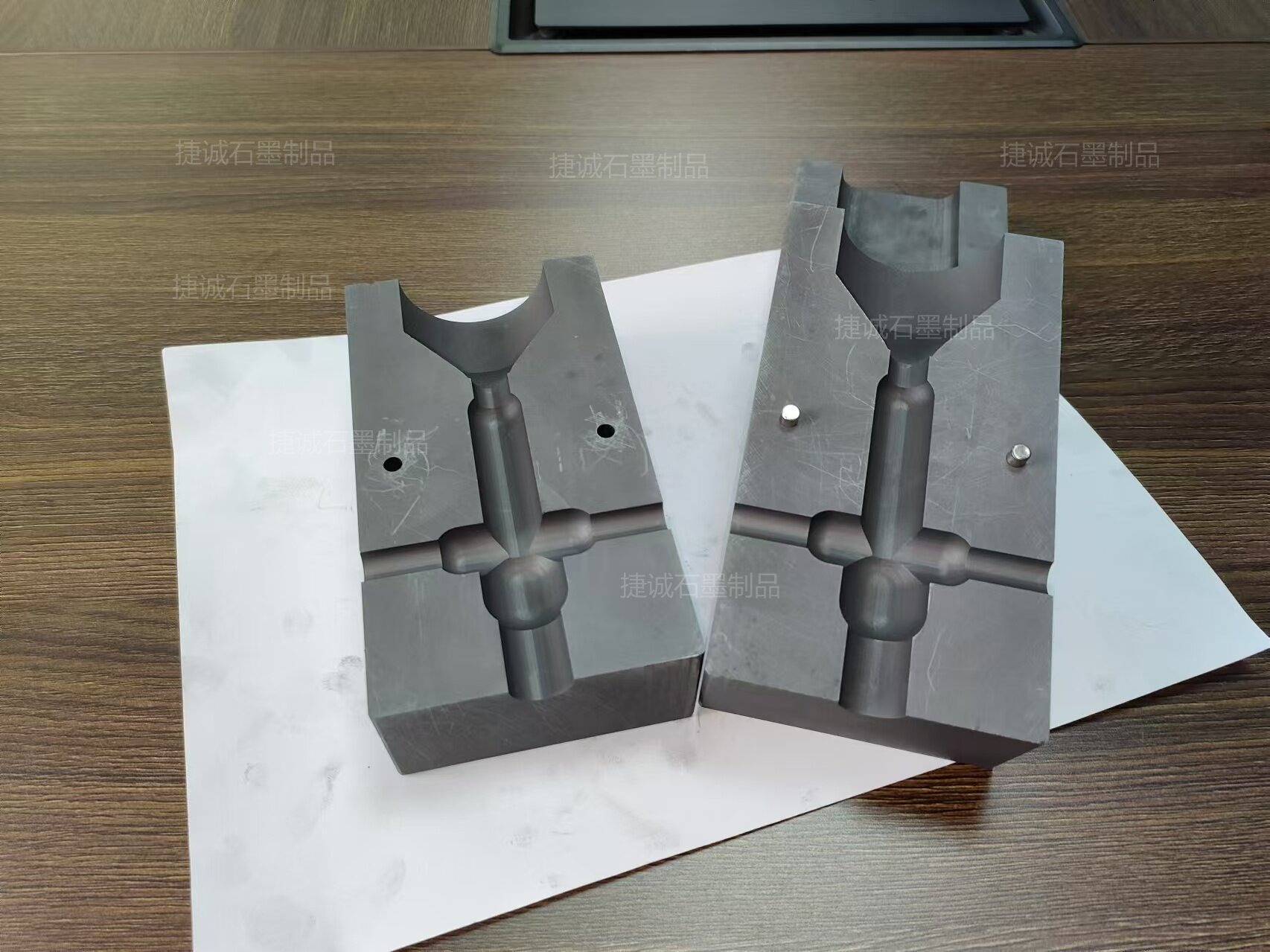
石墨模具主要零件的加工技術(shù)
4.電火花加工制造:
主要用于加工石墨模具的異形腔體,,特別是軸向梯形腔體的WEDM加工,。WEDM只能用于加工芯軸和上、下模沖端面腔,。
加工原理:金屬電火花加工的原理是基于工件和電極之間脈沖放電的電腐蝕現(xiàn)象,。加工后的負極管芯連接到電源的正極,加工后的電極連接到電源的負極,。通電后,,電容器被充電。當兩極靠近到一定距離時,,它們之間的介質(zhì)(礦物油)就會被擊中,。通過電容器,儲存在電容器中的能量在短時間內(nèi)釋放出來,,在火花通道中瞬間產(chǎn)生大量熱能,,使工件表面的金屬部分熔化汽化腐蝕,不斷產(chǎn)生公園,,不斷腐蝕金屬,。一般來說,金屬作為正極的腐蝕速度比負極快,所以負極模具是不斷被腐蝕的,,其空腔與電極的形狀相似,。