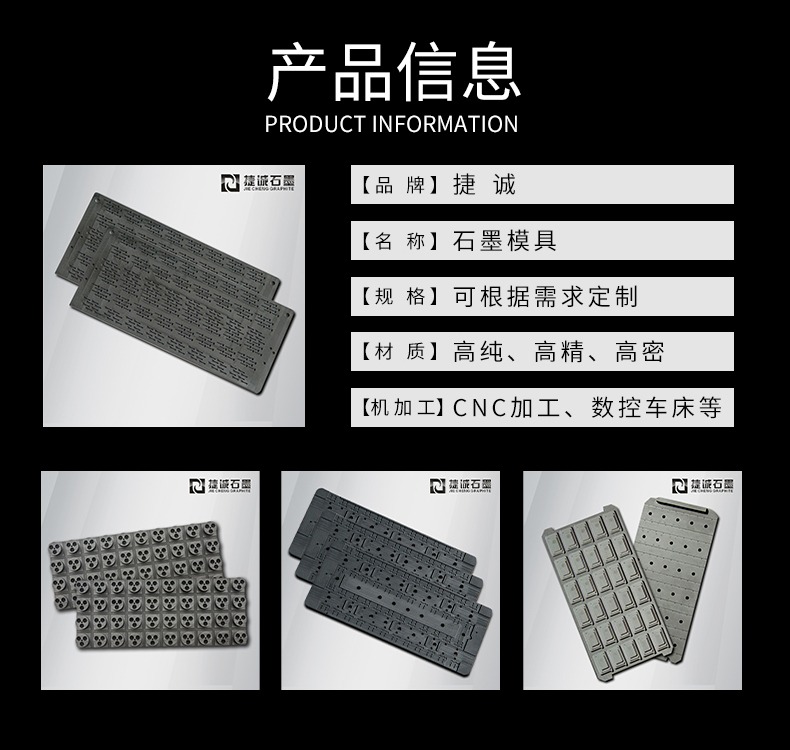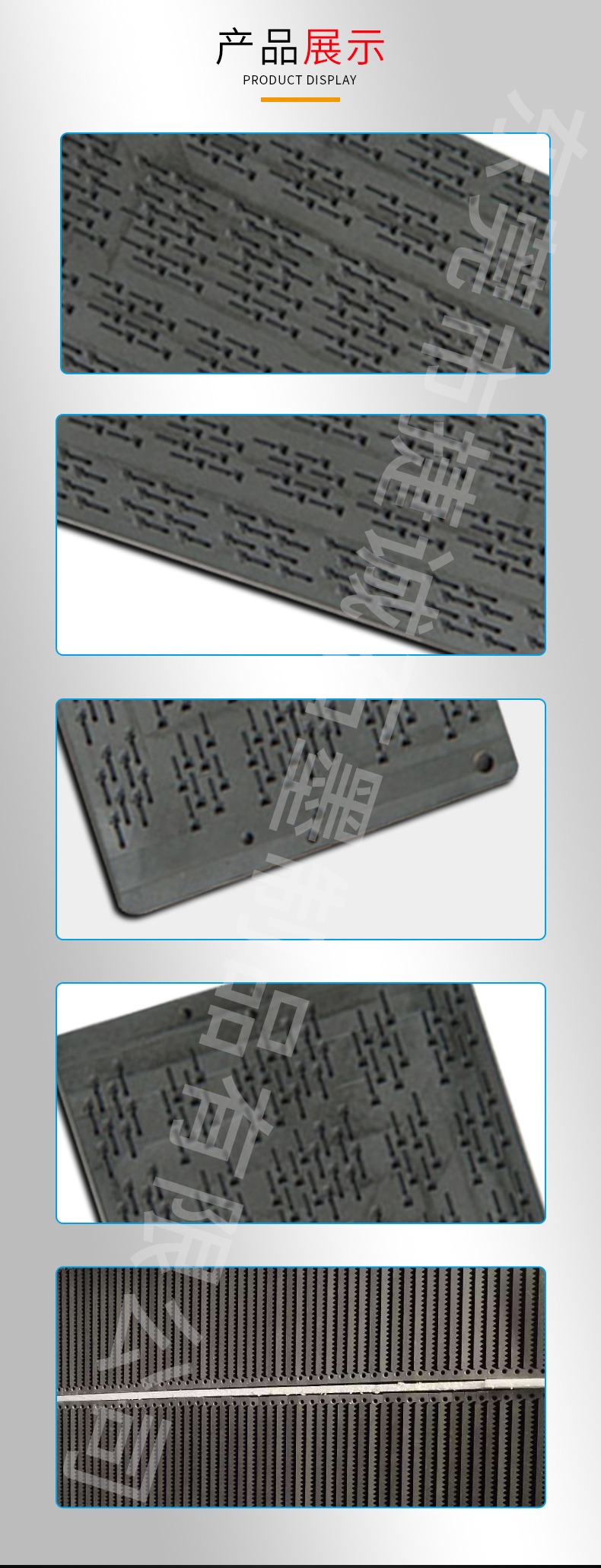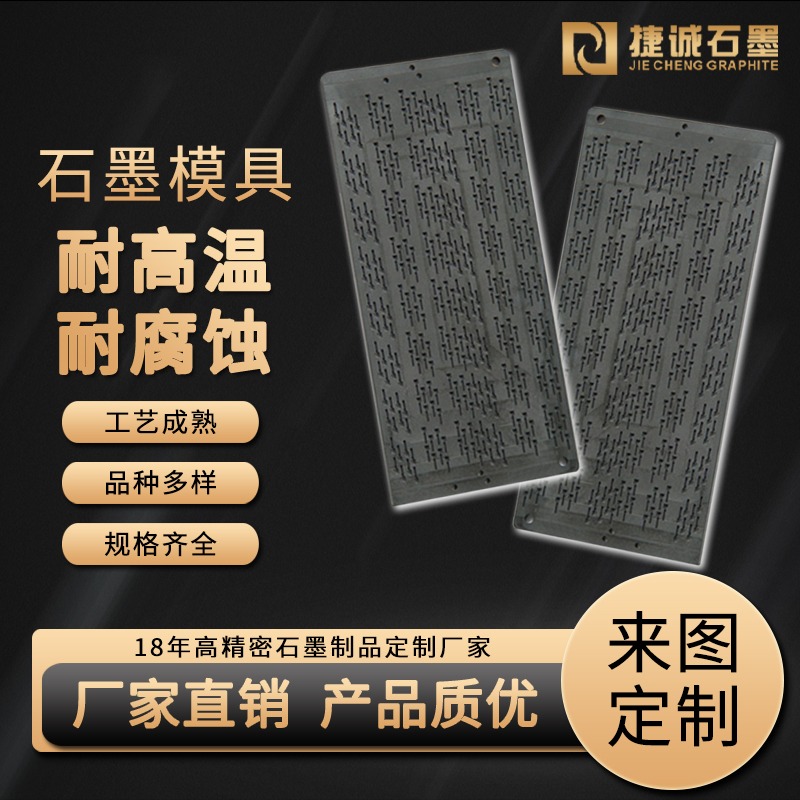

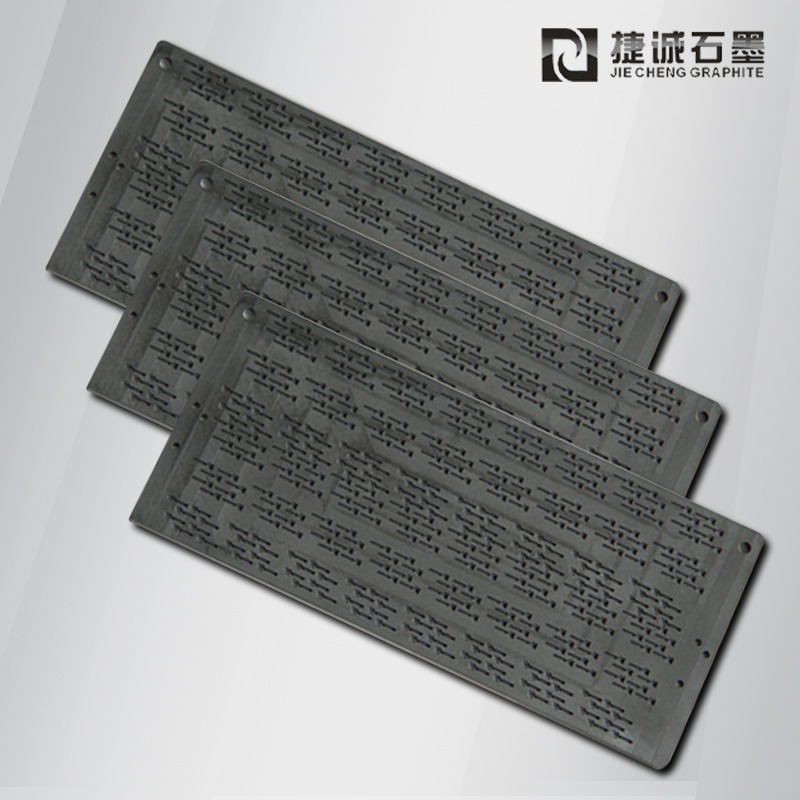
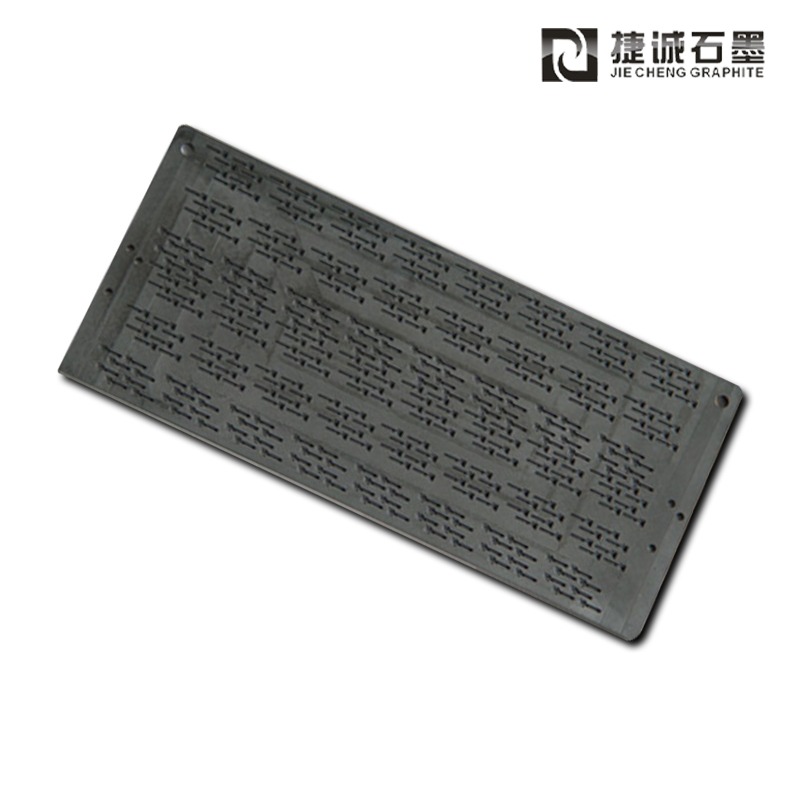
擴散焊接石墨模具廠家 進口石墨模具 耐高溫電子工裝夾具 日本東海石墨看加工件

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解








用于加工金屬材料的磨具根據(jù)所選的制造工藝進行分類,。常見的有:沖壓模具,,包括冷沖壓模具、彎曲模具,、拉伸模具,、翻孔模具、收縮模具,、波浪形模具,、脹形模具、塑料和化妝品模具等,。鍛造,,包括模鍛用鍛模,、鐓鍛模等。及其擠壓模具和壓鑄模具,。用于非金屬材料和粉末冶金生產(chǎn)加工的磨具按生產(chǎn)加工目的進行命名和分類,,包括模具、硫化橡膠模具和粉末冶金模具,。
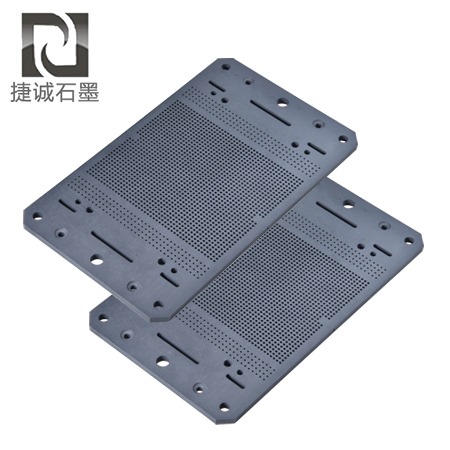
石墨模具沖壓模具是厚板沖壓模具成型分離的磨具,。成形銑刀具有凹模,,分離銑刀具有齒面,。*普通沖壓模具只能有一個夾具來執(zhí)行一個制造過程。這種磨具用途廣泛,,結(jié)構(gòu)簡單,,制造容易,但生產(chǎn)率低,。為了提高生產(chǎn)效率,,多道沖壓模具工序,如落料,、拉伸,、沖孔、切邊等,。,,可以分布在一個磨具上,使得坯料可以在一個夾具上進行多次沖壓模具加工,。這種磨具叫復合模,。此外,落料,、折彎,、拉伸、沖孔,、修邊等多道工藝流程分布在一個磨具的不同工裝夾具上,。在沖壓模具的整個過程中,坯料根據(jù)多個工裝夾具由連續(xù)的沖壓模具依次成形,,直到制成最終的工裝夾具,。這種磨具叫做沖壓模,或連續(xù)模,。
沖壓模具的特點是:精度高,,規(guī)格精確,部分沖壓模具模座與型腔的間隙趨于零,;模具的沖壓速度更快,,每分鐘沖壓模具幾十次高于全部上百次,;磨具使用壽命長,有些鐵氧體磁芯冷沖壓模具的使用壽命在百萬次左右,。
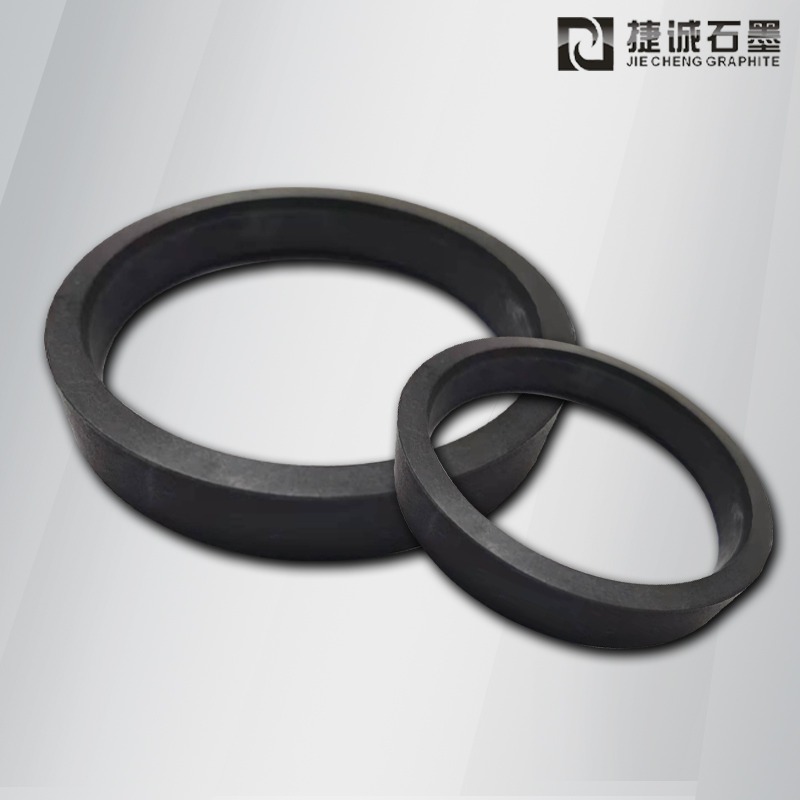
鍛造是一種用于鍛造熱金屬材料的磨具,。在模鍛過程中,坯料通常要經(jīng)過多次變形才能制成鑄鋼件,,因此需要在一個控制模塊上雕刻幾個凹模,。金屬被連續(xù)地送到每個陰模,并在陰模中塑性流動,,最后填充陰模以制造鋼鑄件,。在模鍛中,坯料不能與最終鍛造中的凹模具有相同的體積,。為了防止浪費,,經(jīng)常使用稍大的毛坯。因此,,在上模的凹模和終鍛模的上模周圍設(shè)置毛刺槽來儲存不必要的金屬材料,,成形后切掉飛邊。
鍛模的技術(shù)特點是:有多個復雜的凹模,;工作標準極端,,1000℃左右的紅鋼在磨具模具中變形,侵蝕流動性,;磨具要承受鍛錘的高速沖擊或重負荷,;在整個應用過程中,經(jīng)常處于急冷,、急熱,、冷熱交替的狀態(tài)。因此,,金屬材料應具有較高的抗壓強度,、延展性和耐磨性。熱鍛時還必須具有高溫抗壓強度和強度,,并經(jīng)過韌化和回火處理,。
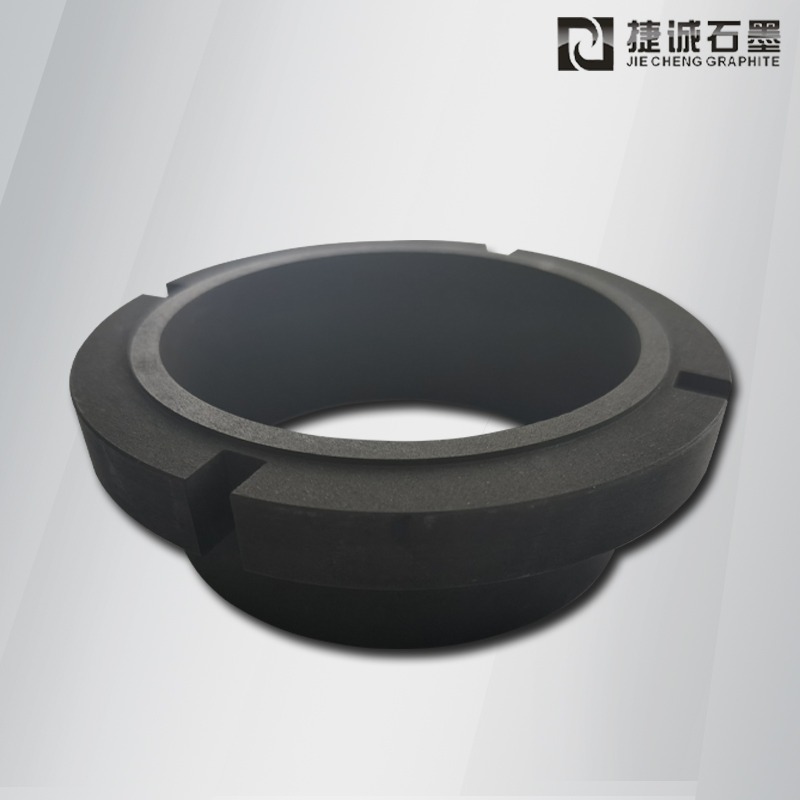
擠壓模是用來擠壓金屬材料的磨具。正向擠壓模有一個固定腔,、一個放置坯料的擠壓筒和一個壓制坯料的沖頭,。反擠壓模具的擠壓筒是型腔,凸模是模座,。由于金屬材料只有在較高的氣體壓力下才能從型腔中擠壓出來,,擠壓筒和反向擠壓形成的型腔必須具有較高的抗壓強度,因此選擇雙層預應力鋼筋來形成該結(jié)構(gòu),。沖頭和模座的長度應該短,,以防止在高壓縮應力下不穩(wěn)定和彎曲,。
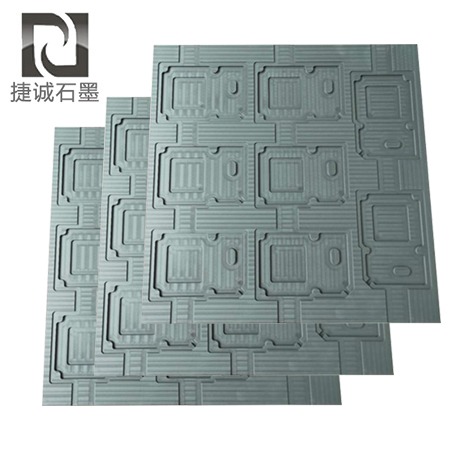
壓鑄模具安裝在鋁壓鑄機上,能在高壓下將形狀記憶合金導入凹模,,并保持壓力直至金屬材料凝結(jié)形成磨具,。它適用于鋁、鋅,、銅和鐵鑄件,。壓鑄模具的結(jié)構(gòu)與塑料注射模具的結(jié)構(gòu)相似。它由動模和定模組成一個凹模,,型芯作為鑄件的型腔,。材料在陰模中被冷卻和凝結(jié),然后被拉出到型芯中,,并且磨具被分離,。
一般鑄件薄而中空,橋臺,、肋多,外觀結(jié)構(gòu)復雜,,規(guī)格精密,,表面光滑。因為金屬材料是在較高的熔化溫度下形成的,,所以壓鑄模具必須由耐熱的原材料制成,。