

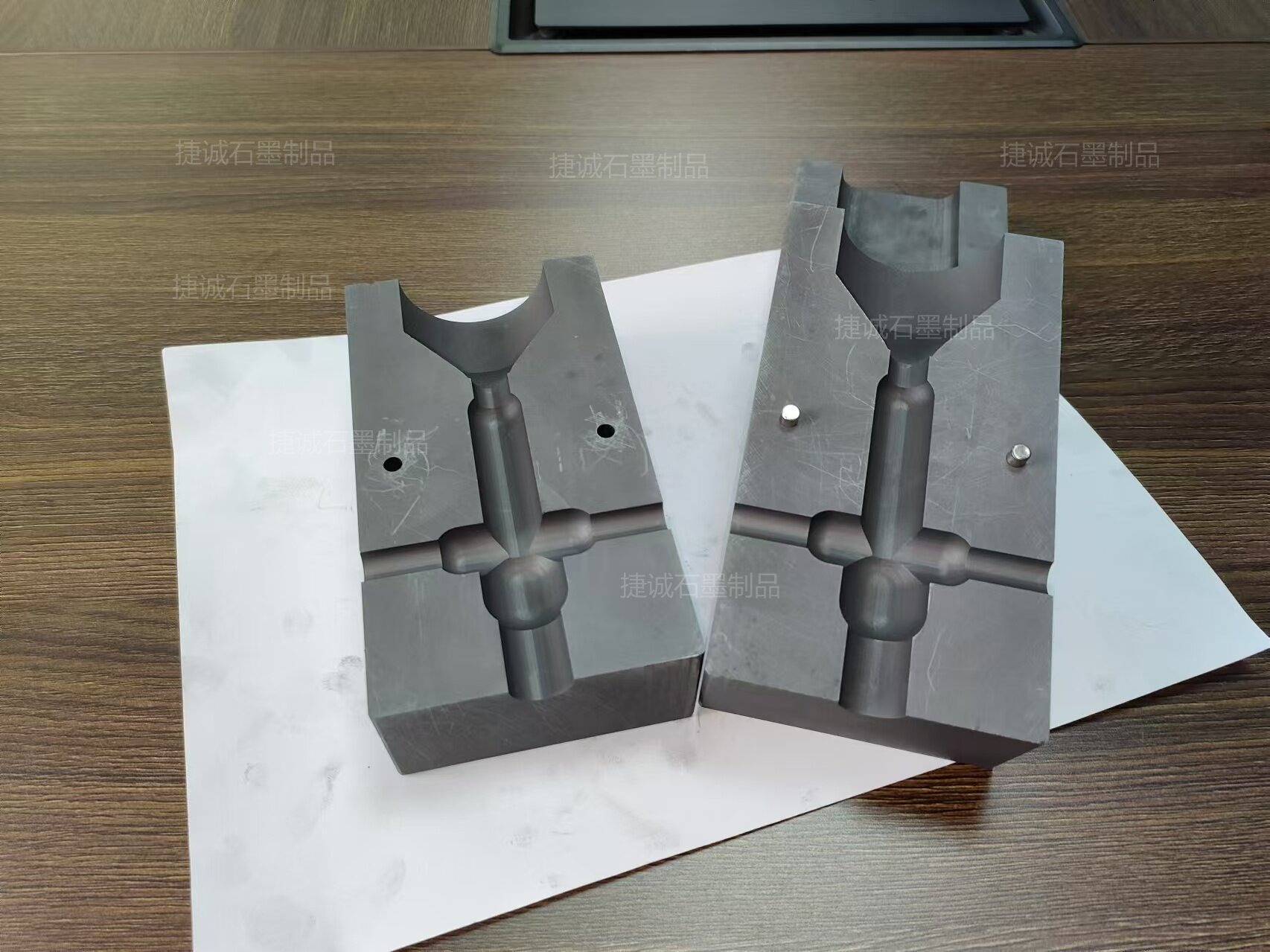
高壓電纜熱熔焊接模具廠家 防雷接地線焊接專用放熱焊接模具 接地?zé)崛酆附邮>?放熱焊模具廠家

捷誠石墨
13549365158
更多信息資訊掃描二維碼咨詢了解





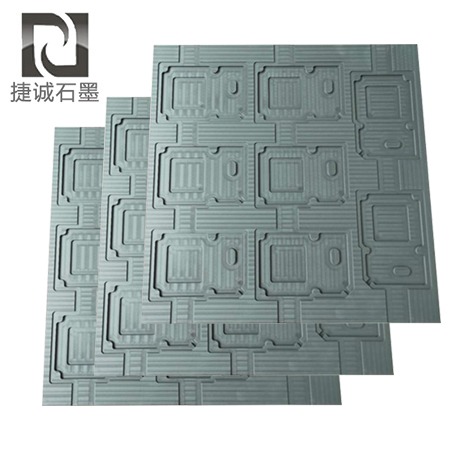



許多石墨模具是根據(jù)客戶的具體要求定制加工的,。 為保證石墨模具高質(zhì)量完成訂單任務(wù),,需要處理好加工過程的細(xì)節(jié),尤其要避免出現(xiàn)裂紋,。 原因會導(dǎo)致石墨模具出現(xiàn)裂紋,。 今天青島金仕特小編就為大家詳細(xì)講解一下,幫助大家避免不必要的麻煩:
1,、物料冷卻時(shí),,漿料冷卻不均勻,,有時(shí)甚至將已冷卻成硬塊的漿料也加入壓制室; 并且壓制室的加熱不足以在短時(shí)間內(nèi)使?jié){料溫度均勻,。 擠壓往往是石墨模具表面產(chǎn)生裂紋的原因,。
2、擠壓嘴和壓制室溫度太高,,靠近擠壓嘴和壓制室壁的糊料受熱過大,,所以壓制室糊料溫度相差較大。 兩種材料的擠壓速度不同,,擠壓產(chǎn)品容易因表面與零件的膨脹系數(shù)不一致而產(chǎn)生裂紋,。 反之,擠壓嘴和壓制室的加熱溫度較低,,部分膏體的溫度較高,,也會有同樣的效果。
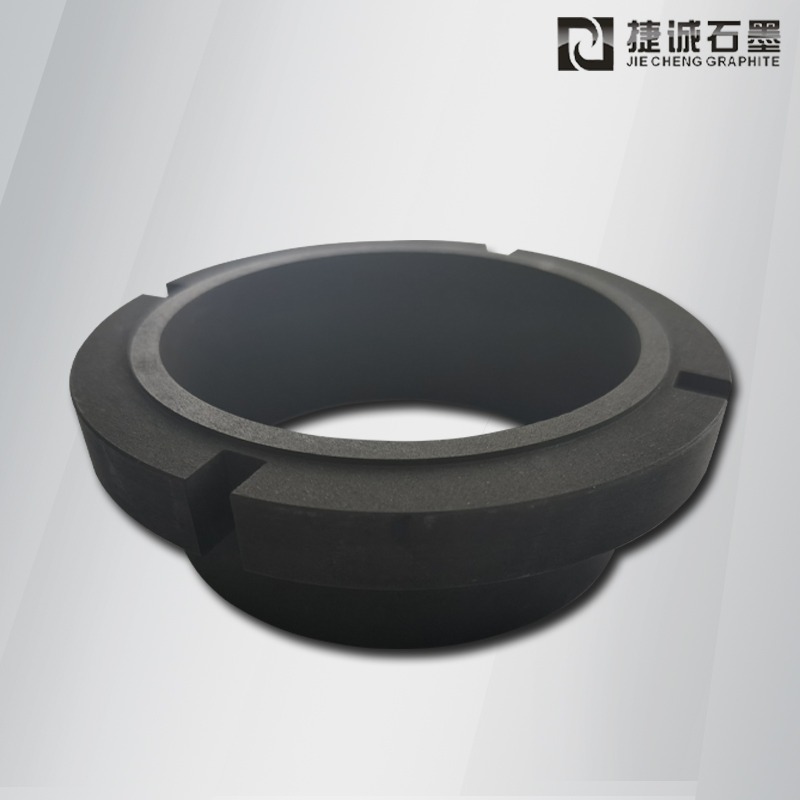
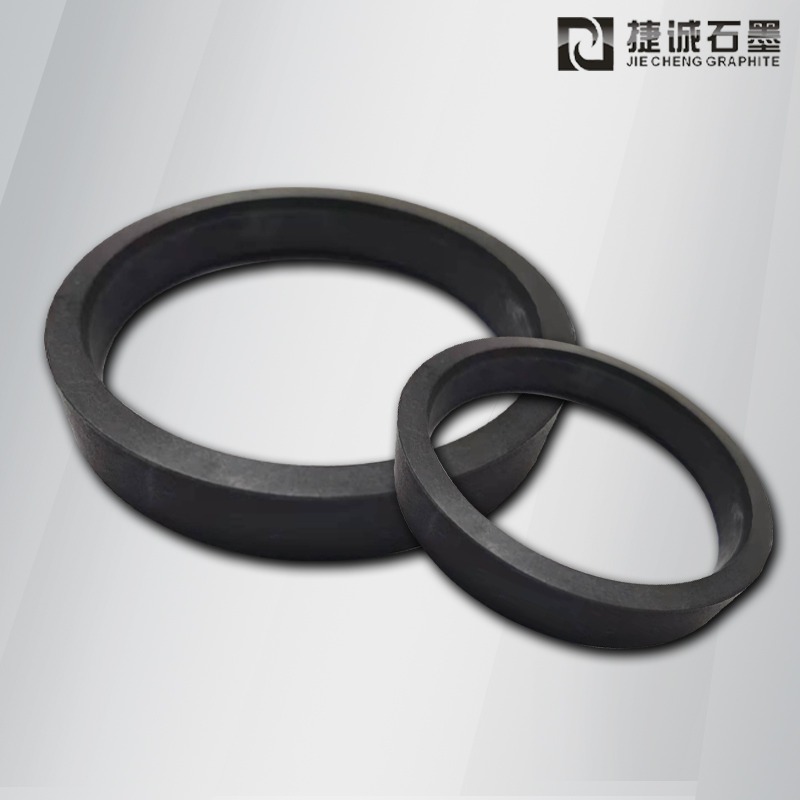
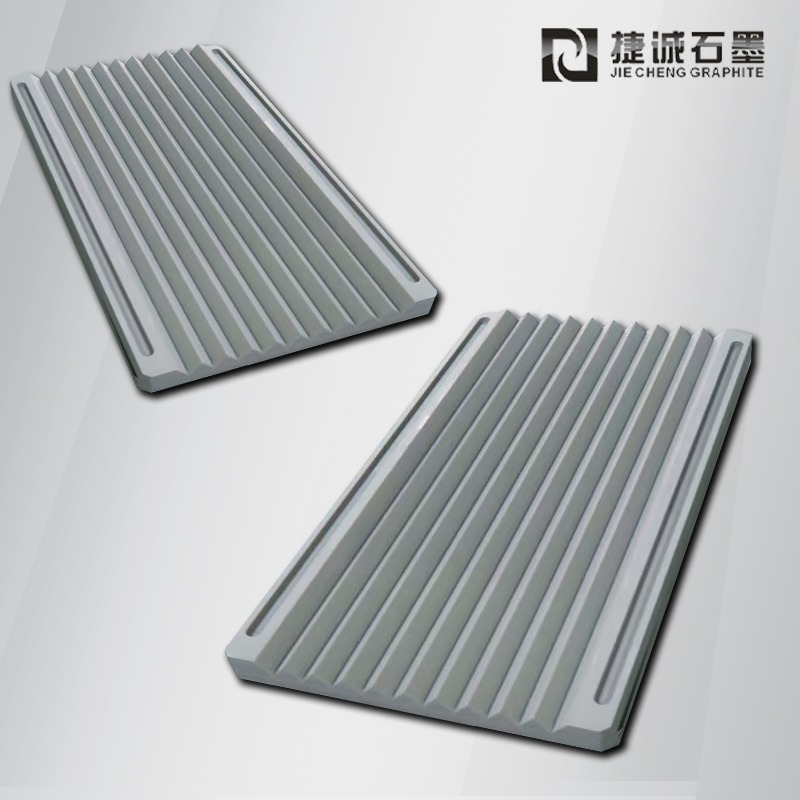
3,、石墨模具離開擠壓嘴后,,應(yīng)由半圓形(圓形截面石墨模具)或水平板(方形截面石墨模具)承接臺支撐。 如果接料臺位置不當(dāng),,擠壓后石墨模具過度彎曲和下垂也會造成制品橫向裂紋,。
4、漿料中粘結(jié)劑用量過少或裝料溫度過低,,漿料的可塑性差,,漿料間的內(nèi)聚力小,不易壓實(shí),,易開裂 發(fā)生,。
5、漿料中粘結(jié)劑用量過多或裝料溫度高,,漿料擠出后彈性回彈大,,應(yīng)力消失緩慢,易產(chǎn)生裂紋,。 裝料溫度高時(shí),無法將煙氣清除干凈,,煙氣被困在膏體中,,也容易產(chǎn)生裂紋。